也谈芯片生产中的“过程能力指数”分析

在芯片的生产过程中,会经历许多次的掺杂、增层、光刻和热处理等工艺制程,每一步都必须达到极其苛刻的物理特性要求。但是,即使是最成熟的工艺制程也存在不同位置之间、不同晶圆之间、不同工艺运行之间以及不同时段之间的变异。有时,这种变异会使工艺制程超出它的制程界限,生产出不符合工艺标准的晶圆,从而严重地影响成品率(Yield)。而任何对半导体工业有过些许了解的人都知道:整个工业对其良品率都极其关注。因此,正确地评估和控制芯片生产过程中的变异显得尤为重要,而研究过程变异的常用方法之一就是过程能力分析。
本文引用地址:https://www.eepw.com.cn/article/83943.htm一般来说,过程能力分析通常是指通过顾客质量要求的范围与实际产品质量变异范围之间的比较数值来衡量实际生产过程满足规格要求的能力。具体来说,就是计算出过程能力指数Cp和Cpk值,确定其过程能力等级,判断过程能力是不足、尚可还是充分,进而采取相应的改进和维护措施。这个简单易行的质量管理工具已经在各行各业中都有了广泛的应用,颇受好评。
由于半导体制造工艺的复杂性,生产一个完整器件所需涉及的庞大工艺制程数量,以及检测内容的多样化等等原因,必然要求芯片生产中的“过程能力指数”分析必须在遵循原先质量统计理论的基础上有所发展,创造出一套适合半导体工业的“过程能力指数”分析方法。
纵观国内的常规质量管理咨询和软件市场,长期以来都无法提出一个理想的解决方案。幸运的是,被英特尔Intel、国家半导体National Semiconductor,中芯国际等全球芯片巨头普遍采用的高端六西格玛质量管理统计分析软件JMP已经在这方面作出了很多卓有成效的工作,业已成为半导体行业的一种应用标准。接下来,本文将结合一个案例与大家一起在JMP软件最新的JMP7平台上分享这个研究成果。
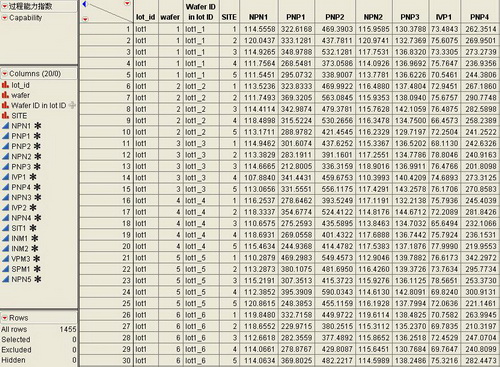
图一 晶圆测试的数据表
如上图所示,图一是某晶圆工厂在最终的电子测试阶段获取的数据表格,共有1455条记录(限于篇幅,图一仅显示了其中的前30条记录),考察的质量特性有16个(实际情况会更多,此处仅取其中的一部分做演示,并且限于篇幅,图一仅显示了其中的前7个质量特性)。如果按照传统的分析方法,我们需要按部就班地计算16组过程能力指数,对各项质量特性一一考核,但对它们之间的相互关联以及产品的总体质量性能却缺少一个全面的认识总结。而且单纯用数字说明,也显得有些枯燥抽象。
JMP软件巧妙地通过一系列生动形象的统计图形,使我们得到一个全新的分析展示结果。先看图二所示的“过程能力指数的目标图Goal Plot”。图中等腰三角形的两条红边表示所有Cpk恰巧等于1的情况,等腰三角形以内的部分表示所有Cpk大于1的情况,等腰三角形以外的部分表示所有Cpk小于1的情况,一般越远离三角形的点所代表的Cpk值越小。显然,目标图用一个等腰三角形将过程能力充足和不足的两部分质量特性区分得一目了然。在此案例中,给我们印象最深的是INM2、IVP2、IVP1等特性的过程能力很差,因为相对其他点而言,它们离这个等腰三角形最远。
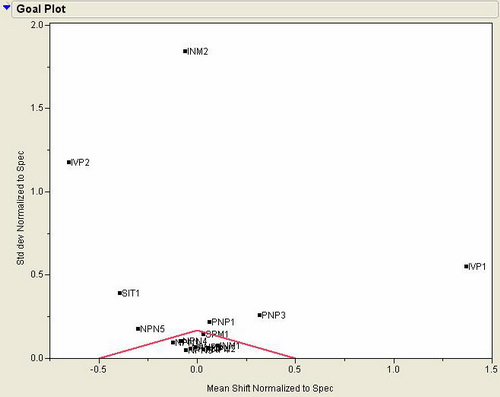
图二 过程能力指数的目标图Goal Plot
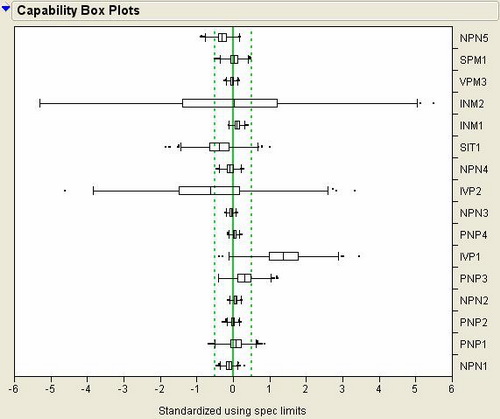
图三 过程能力指数的箱型图Box Plot
再看图三所示的“过程能力指数的箱型图Box Plot”。图中两条绿色的虚线分别表示的是将16组规格限统一规格化后的规格上下限,VPM3、INMI1、NPN2等特性的箱型图比较狭窄,且都落在虚线范围中,说明它们的过程能力比较充分,INM2、IVP2、IVP1等特性的箱型图比较宽泛,且都远远超出了虚线范围,说明它们的过程能力严重不足。
最后看图四所示的“过程能力指数的规格化箱型图Normalized Box Plot”。此时图中16个箱型图是分别通过转化而得,所有箱型图的波动范围几乎都在[-5,5]之间,16组绿色的小短线表示分别经过同样转换后得到的规格上下限。相对而言,VPM3、INMI1、NPN2等特性的箱型图都稳稳地落在规格范围中间的位置,再次说明它们的过程能力比较充分,INM2、IVP2、IVP1等特性的箱型图的波动明显比规格限宽泛,再次说明它们的过程能力严重不足。











评论