焊工艺过程的设计方案解析

闪光对焊作为一种先进的焊接技术,具有无需添加焊接材料、生产率高、成本低、易于操作等优点。随着工业技术的不断发展,焊接的零件截面越来越大,遇到了一些技术问题,如焊接加热难、生产率低、产品合格率低等。
本文引用地址:https://www.eepw.com.cn/article/190435.htm为了解决闪光对焊中存在的这些问题,许多焊接工作者对闪光对焊工艺过程进行了一系列的研究,创建了高效率、低能耗的闪光对焊方法,如脉冲闪光对焊法、程序降低电压闪光对焊法。控制闪光对焊工艺过程,使之在保证焊接质量的前提下尽可能提高生产率,是我们一直以来追求的目标。考虑到影响闪光对焊焊接质量的因素,
本文利用PLC系统来控制闪光对焊工艺过程,实现了对焊接质量控制的目的,从而提高了闪光对焊的生产率。
1 机械机构及过程分析
1.1 闪光对焊的机械装置及动作过程
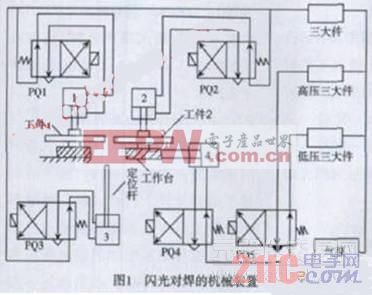
如图1所示为闪光对焊的机械装置,其动作过程分析如下:
1.1.1 预调
闪光对焊焊接工艺前期准备工作,即机械机构的调整、焊接参数的选取等。闪光对焊的主要规范参数有:调伸长度、闪光速度、闪光电流密度、顶锻速度、顶锻压力、夹紧力等。
调试完成后,将工件装卡到工作台上。
1.1.2 夹紧与定位
按下启动按钮,电磁阀PQ1、PQ2、PQ3线圈带电,压缩气体经过三大件流入夹紧气缸1、2上气室,压缩气体推动活塞杆向下运动压紧工件1、2,直到压紧开关闭合为止。
同时从气泵流出的气体经三大件进入定位气缸3的上气室,推动定位杆向上运动,为工件对准准确定位。定位结束,电图1 闪光对焊的机械装置磁阀PQ3线圈去电,定位杆弹回。
1.1.3 焊接
接通焊接开关,保持电磁阀PQ1、PQ2 和PQ4线圈带电,电磁阀PQ5线圈不带电,压力气体经低压三大件,进入推进气缸4右气室,推动活塞杆、动夹具带动工件2向工件1运动,直到工件1、2接触,达到预先设定的位置,推进开关闭合。工件1、2接触的瞬间,即开始通电加热。当闪光加热达到预定温度时,电磁阀PQ5线圈带电,压缩气体经过高压三大件推动推进气缸、动夹具以很大的压力进行快速顶锻。随即切断焊接电流,并保持一段时间,使接头冷却、凝固。焊接时间到,断开焊接开关,焊接过程结束。
1.1.4 复位
电磁阀PQ4、PQ5线圈去电,推进气缸气路换向,低压气体进入推进气缸4左气室推动推进气缸带动工作台向右运动,推进气缸4复位。电磁阀PQ1、PQ2线圈去电,气路换向,压紧触头弹回,气缸1、2复位。此时,一次闪光对焊焊接过程已完成,所有装置原位等待,准备进入下一焊接循环。



评论