基于PLC系统闪光控制的焊工艺过程的设计

闪光对焊作为一种先进的焊接技术,具有无需添加焊接材料、生产率高、成本低、易于操作等优点。随着工业技术的不断发展,焊接的零件截面越来越大,遇到了一些技术问题,如焊接加热难、生产率低、产品合格率低等。
本文引用地址:https://www.eepw.com.cn/article/149209.htm为了解决闪光对焊中存在的这些问题,许多焊接工作者对闪光对焊工艺过程进行了一系列的研究,创建了高效率、低能耗的闪光对焊方法,如脉冲闪光对焊法、程序降低电压闪光对焊法。控制闪光对焊工艺过程,使之在保证焊接质量的前提下尽可能提高生产率,是我们一直以来追求的目标。考虑到影响闪光对焊焊接质量的因素,
本文利用PLC系统来控制闪光对焊工艺过程,实现了对焊接质量控制的目的,从而提高了闪光对焊的生产率。
1 机械机构及过程分析
1.1 闪光对焊的机械装置及动作过程
如图1所示为闪光对焊的机械装置,其动作过程分析如下: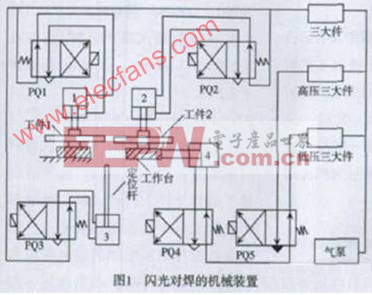
1.1.1 预调
闪光对焊焊接工艺前期准备工作,即机械机构的调整、焊接参数的选取等。闪光对焊的主要规范参数有:调伸长度、闪光速度、闪光电流密度、顶锻速度、顶锻压力、夹紧力等。
调试完成后,将工件装卡到工作台上。
1.1.2 夹紧与定位
按下启动按钮,电磁阀PQ1、PQ2、PQ3线圈带电,压缩气体经过三大件流入夹紧气缸1、2上气室,压缩气体推动活塞杆向下运动压紧工件1、2,直到压紧开关闭合为止。
同时从气泵流出的气体经三大件进入定位气缸3的上气室,推动定位杆向上运动,为工件对准准确定位。定位结束,电图1 闪光对焊的机械装置磁阀PQ3线圈去电,定位杆弹回。
1.1.3 焊接
接通焊接开关,保持电磁阀PQ1、PQ2 和PQ4线圈带电,电磁阀PQ5线圈不带电,压力气体经低压三大件,进入推进气缸4右气室,推动活塞杆、动夹具带动工件2向工件1运动,直到工件1、2接触,达到预先设定的位置,推进开关闭合。工件1、2接触的瞬间,即开始通电加热。当闪光加热达到预定温度时,电磁阀PQ5线圈带电,压缩气体经过高压三大件推动推进气缸、动夹具以很大的压力进行快速顶锻。随即切断焊接电流,并保持一段时间,使接头冷却、凝固。焊接时间到,断开焊接开关,焊接过程结束。
1.1.4 复位
电磁阀PQ4、PQ5线圈去电,推进气缸气路换向,低压气体进入推进气缸4左气室推动推进气缸带动工作台向右运动,推进气缸4复位。电磁阀PQ1、PQ2线圈去电,气路换向,压紧触头弹回,气缸1、2复位。此时,一次闪光对焊焊接过程已完成,所有装置原位等待,准备进入下一焊接循环。
1.2 闪光对焊时序分析
由于执行机构部件较多且各部件动作存在时序性,故先做出工艺时序图,便于时序分析。闪光对焊焊接过程可概括为:预调—定位—夹紧—推进—焊接—顶锻—保持—复位等几个阶段。如图2所示为闪光对焊工艺过程时序图。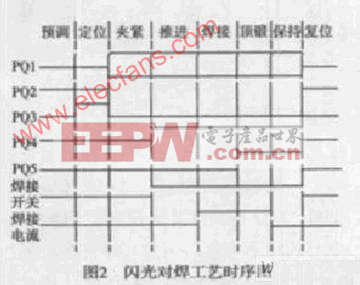
2 PLC控制过程的实现
2.1 PLC型号的选择
PLC,即可编程控制器是以自动控制技术、微计算机技术和通信技术为基础发展起来的新一代工业控制装置,目前已广泛应用于机械、冶金、化工、焊接等各个领域。根据闪光对焊焊接工艺要求及价格等诸多因素,在此选用了欧姆龙公司生产的CPM1A系列的PLC,该系列主机按I/O点数分为10点、20点、30点和40点四种。实验中选择了30点的PLC主机,电源类型为DC24,晶体管输出。该种机型设有18个输入点(00000~00011,00100~00105),12个输出点(01000~01007,01100~01003),其结构紧凑、功能性强,具有很高的性价比,适合于小规模控制。











评论