基于PLC系统闪光控制的焊工艺过程的设计
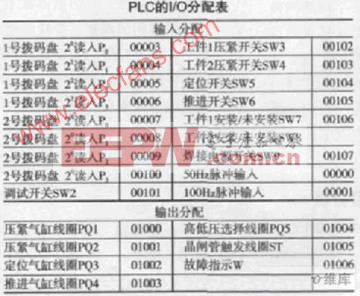
2.2 PLC的I/O分配
根据闪光对焊工艺要求,占用了PLC的17个输入点(00003~00009,00100~ 00107, 及00000和00001两个高速计数输入端) ,7个输出点(01000~ 01006),具体I/O分配如下表所示。
2.3 PLC与外围电路的连接
用可编程控制器(PLC)代替时间继电器,实际上是以“软”继电器(编程元件)代替“硬”继电器(实际元件)。为实现此要求,首先应对原控制系统中的控制要求和动作过程进行分析,在明确划分控制过程各个状态及其动作特点的基础上,设计PLC的外围电路。
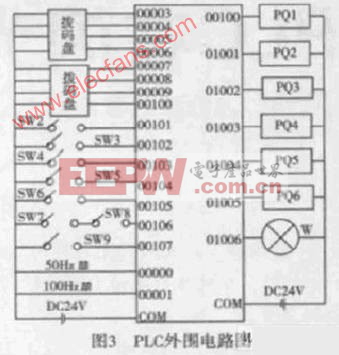
如图3所示为根据PLCI/O分配表设计的PLC外围电路图,可以准确方便地控制闪光对焊动作过程,实现自动控制的目的。
3 结束语
3.1 机械装置通过高压三大件和低压三大件两条气路来控制闪光对焊的推进和顶锻过程, 既保证了工件推进的准确行程,又满足了顶锻阶段的高压要求,为控制闪光对焊焊接循环提供了便利条件。整个过程操作方便,机械化程度高。
3.2 控制系统不同于以往的继电器控制,将PLC控制系统应用于闪光对焊的控制过程中,线路简单、使用与维护方便、控制精度高,既实现了焊接过程的机械化、自动化,又保证了操作过程的灵活性和安全性,在焊接工业领域具有广泛的应用前景。
本文引用地址:http://www.eepw.com.cn/article/149209.htm












评论