车载中控屏核心板开机不良分析

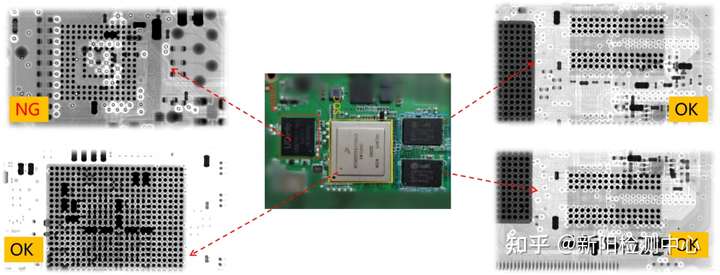
某车载中控屏,在终端客户运行半年左右发生无显示以及黑屏异常。通过对中控屏主板的应力分析(对壳体、核心电子元器件及PCB实施压力),初步锁定主板上的BGA封装器件可能存在连接性失效。
2.分析过程针对该样品出现的问题,我们采取了X-Ray检测、切片分析以及工艺分析的方式。具体的测试过程如下——
结果:eMMC检出异常。
2.1.1 异常点位
结果:异常焊点与正常焊点的X-Ray图像比对如下,由图可见,存在虚焊的可能性。
说明:取异常品、正常品(功能)对比检测。
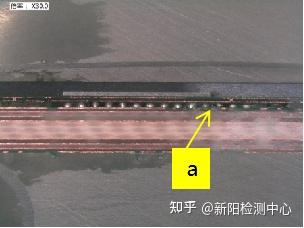
2.1.2 3D X-Ray检测
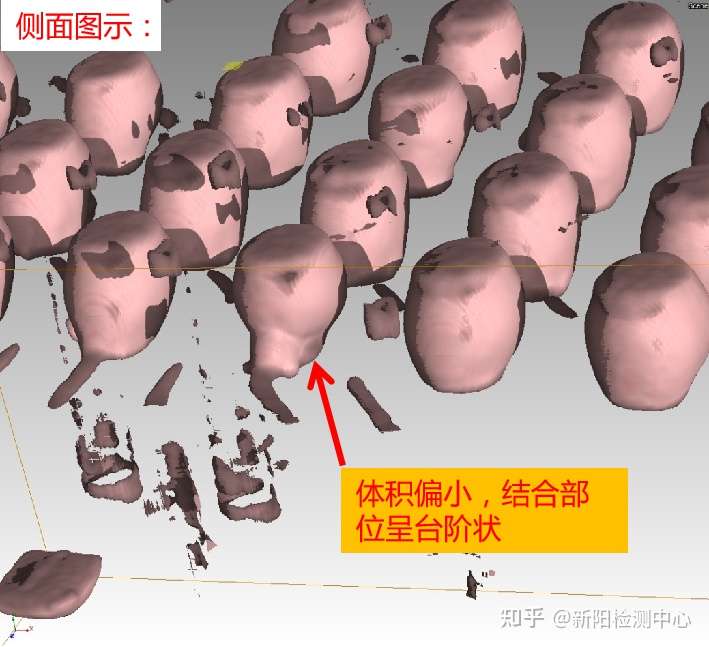
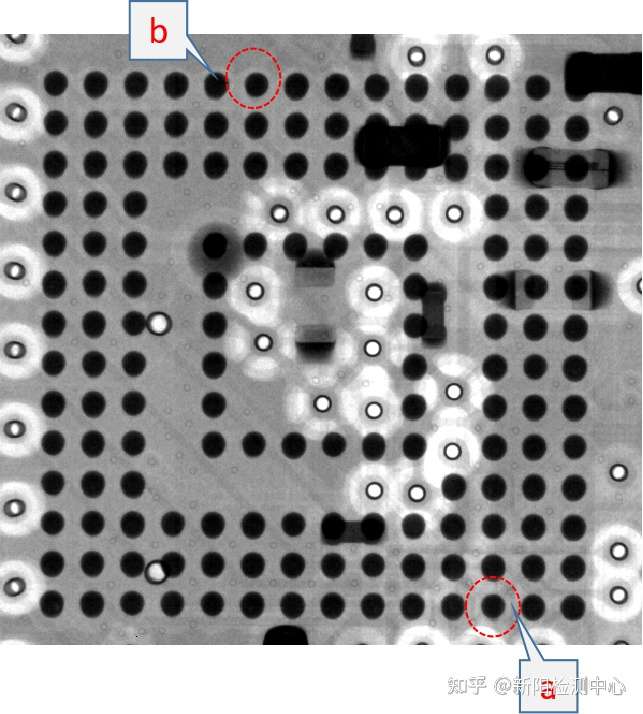
结果:异常焊点a存在虚焊可能性。
2.1.3 功能影响的确认
X-Ray图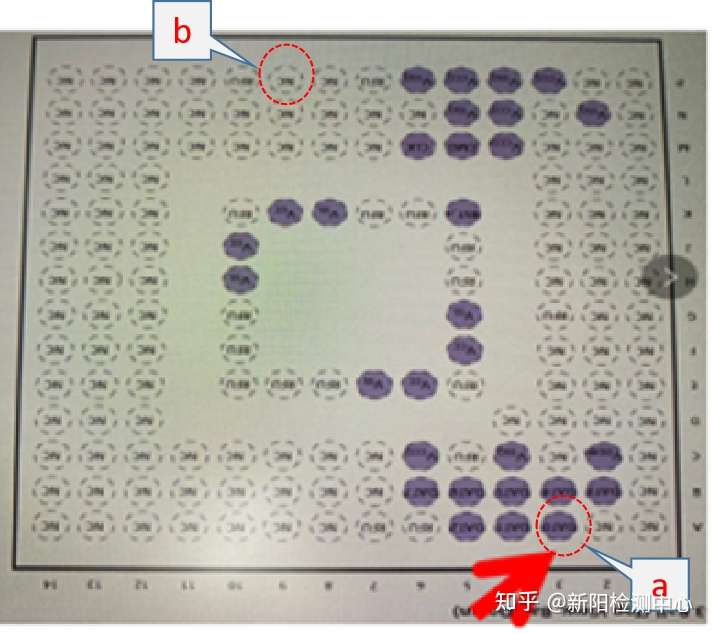 功能图
功能图结果:异常焊点a为data功能,若虚焊,会造成直接影响;焊点b无功能作用。

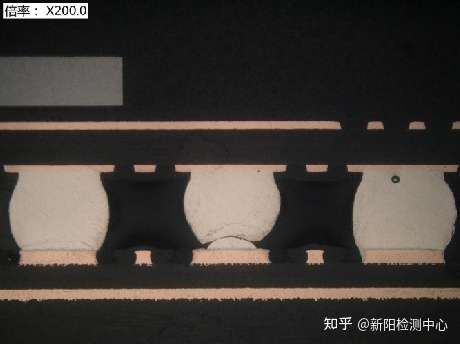


结果:BGA枕焊不良。
说明:图5所示间隙2.965μm。
2.2.1 eMMC异常焊点a的断面金相分析

截面积比较:异常点焊球截面积明显小于正常焊球截面积。
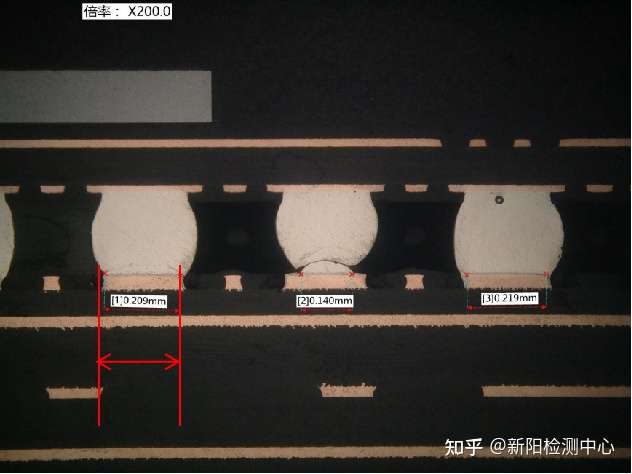
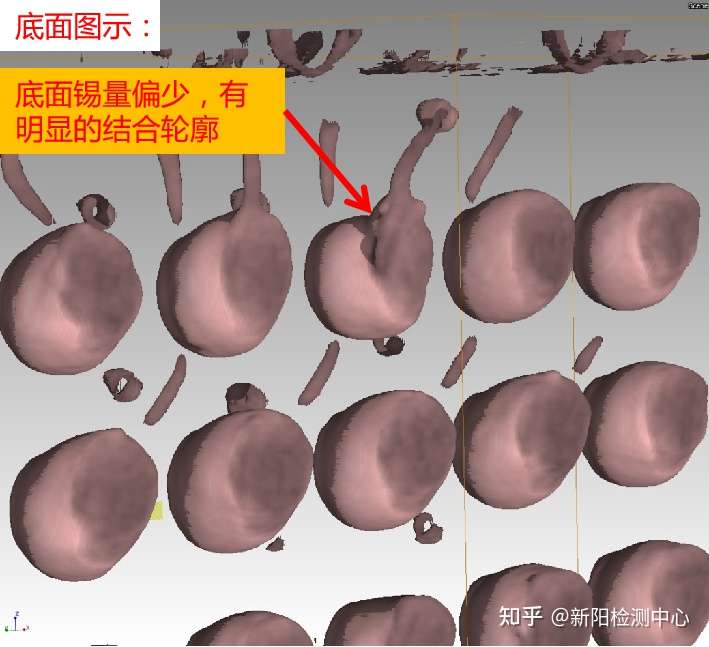
断面锡膏上锡宽度比较:异常点上锡宽度约正常焊点宽度67%。
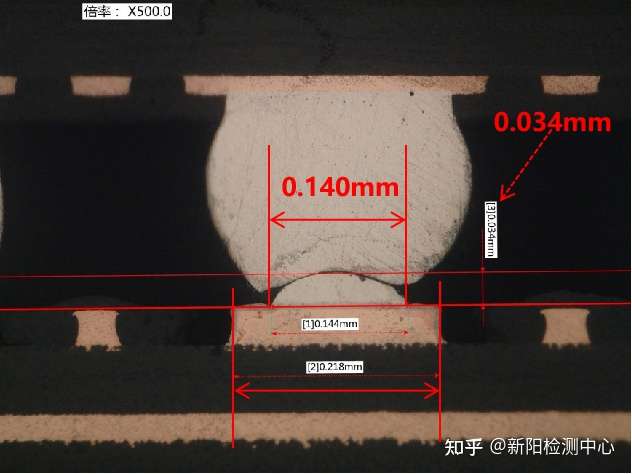
断面锡膏上锡宽度比较:焊盘上锡64.2%(截面),焊锡厚度仅0.034mm。结果:异常焊点a存在印刷锡少可能性。
2.2.2 与正常的BGA焊球相比,eMMC 异常焊点a同排焊点的断面金相
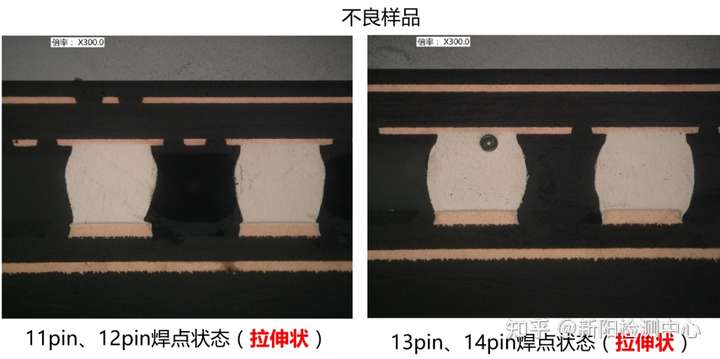
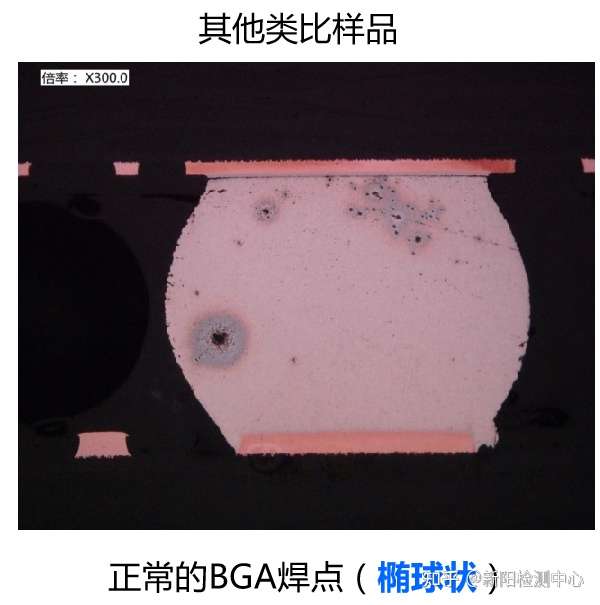
结果:与正常的BGA焊球相比,焊球呈拉伸状态。
说明:BGA焊点呈拉伸状态原因,可能是焊接过程中BGA焊球未充分坍塌,即存在锡液相时间不足的可能性。
2.2.3 eMMC异常焊点a的断面SEM分析
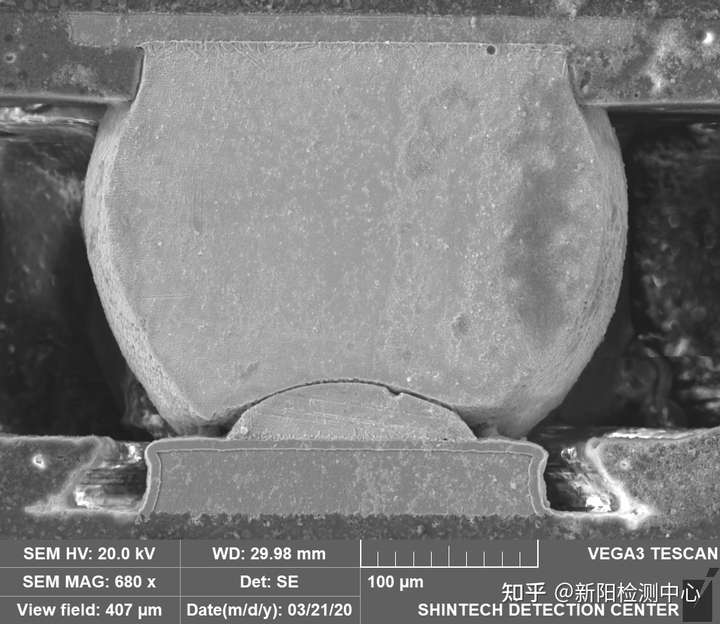
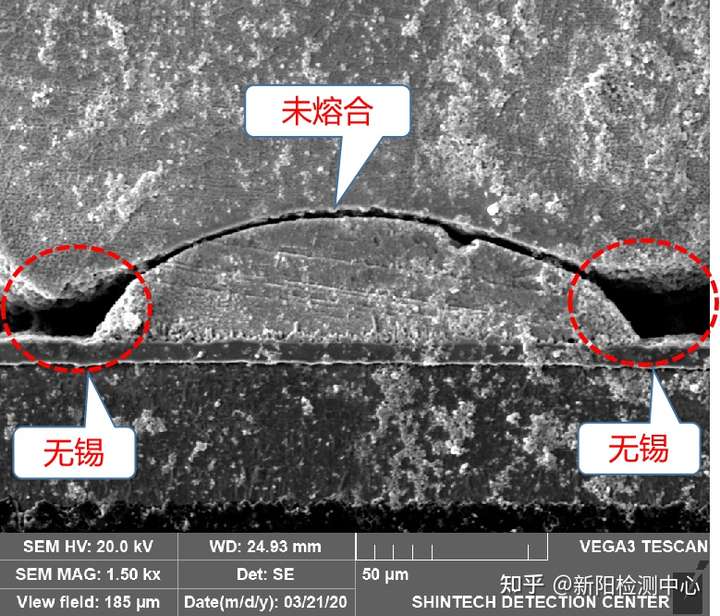
结果:BGA焊球与锡膏处于未熔合状态,并伴有锡填充量不足的现象。异常焊点a的断面SEM分析:IMC层
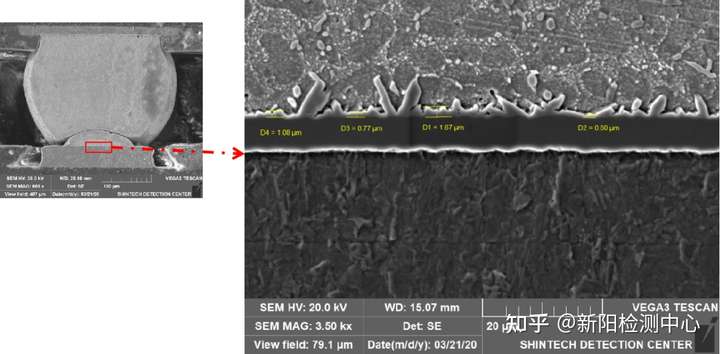
结果:
①IMC有连续性;
②IMC层致密性不足;
③IMC层厚度不均匀,且整体IMC层厚度偏小。
说明:
IMC层的形成与温度、锡液相时间直接相关。常规焊接情况下,BGA焊接形成的IMC层厚度主要在2.5μm左右,本样品的IMC层厚度平均小于1μm,进一步说明回流时锡液相时间不足。
2.3.1 SPI锡膏检测
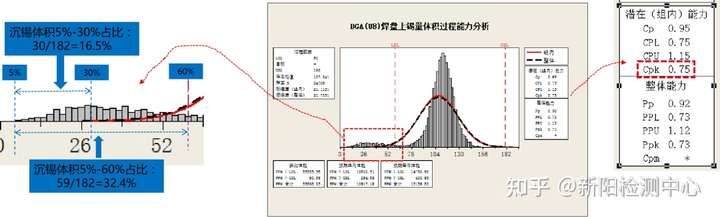
结果:
调取对应批次eMMC位置SPI锡膏印刷数据统计分析(体积数据),如图示,eMMC BGA 印锡过程能力CPK 0.75,说明印刷过程非常不稳定。从超范围的区间分布判断,16.5%的焊点存在很大的锡少风险。
说明:
前述分析的锡少可能性,通过该组数据的分析,可以确定确实存在。
2.3.2 钢网开口设计

结果:
eMMC BGA 开口面积宽厚比为0.52,远小于标准0.66及以上,锡在PCB上的沉积量主要由开口宽厚比决定。虽然采用了纳米工艺涂层,但面积比过小,还是会影响锡沉积效果,造成印锡的不稳定。
说明:
钢网材质:纳米钢网
钢网厚度:0.12mm
eMMC BGA开口:φ0.25mm
2.3.3 回流温度的设定分析
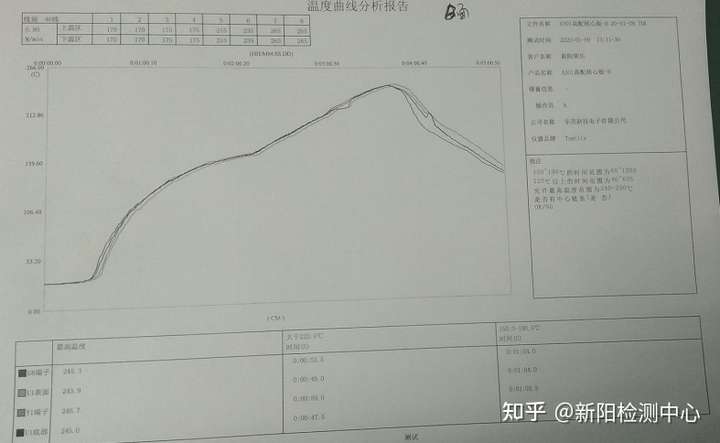
结果:
预热时间(150℃-190℃)约60s→时间短
最高温度、220℃以上时间:U1底部大于U1表面,不合理,数据有误(接点与记录不一致)→BGA实际温度未知
最高温度:246.7℃ →无特别异常
220℃以上时间:BGA 47.5s→无特别异常
说明:测温板标本不是实际机型基板,结构及器件布局上可能存在差异,板的散热结构也可能存在差异,不能准确地反映对象机型的温度实况。
3.1 eMMC(BGA) 虚焊的原因
首先是锡少。具体表现在:沉锡能力CPK 0.75,锡量沉积不足;钢网开口面积比0.52小于<0.66,对沉锡有影响 ;印刷参数:锡膏管理、钢网清洗、关键参数(速度、清洗方式等)。
其次是回流锡液相时间不足。具体表现在:焊接IMC层厚度1.0μm左右;液相时间、温度不足。预热时间、液相时间较短,且温度未达到230℃以上;由于锡液相时间不足,BGA焊球与锡未熔合,有裂隙存在。
3.2 eMMC(BGA) 虚焊发生机理
锡膏印刷工程沉锡能力低,工程不稳定与钢网及印刷参数的管理相关。回流焊接时,印刷锡膏先液化坍塌,BGA焊球后液化坍塌。从金相分析确认,由于温度设定存在缺陷,BGA焊球未完全坍塌时,即发生降温冷却,形成拉升状焊点。印刷锡少,焊点则出现锡膏与锡球未充分接触而形成枕焊,造成BGA焊球与锡膏不能有效的接触、作用。
因此,造成本次问题的原因是这两个方面综合导致的——印刷锡少、回流时锡液相时间不足。
4.改善方案
4.1 钢网
钢网仍采用纳米钢网,厚度变更从0.12mm到0.1mm(面积比由0.52到0.63)。
U8开口保持不变φ0.25mm,其他BGA按照焊盘直径变更为外切正方形开口。
4.2 回流温度
制作实板的测温标本,每个BGA焊球温度需监测;
回流温度的设定建议:
150-190℃时间:70s-80s之间;
220℃以上时间:60-75s;
230℃以上时间:30s以上。
温度曲线类型:RTS。
4.3 管理
建议加强车载产品的初期管理,从参数评估/过程管理评估到固化点检,确保工艺及工程的稳定性。
说明:上述改善方案实施后,跟踪该产品后续批次的生产,失效问题未在发生。
想了解更多关于技术方面的知识,欢迎关注“新阳检测中心”公众号。

*博客内容为网友个人发布,仅代表博主个人观点,如有侵权请联系工作人员删除。
相关推荐
PID控制及其在车辆上的应用
村田汽车电子元件技术交流会现场视频1
检测DC电动机的电流是否超过阈值的电路
精密光电检测隔离放大器(ISO212)
IAR与英飞凌共同推出DRIVECORE软件包及AURIX™ RISC‑V调试方案,全面加速SDV开发进程
如何使用万用表检测电路通断
调查——搞汽车电子的请报道。
工业级eMMC瞄准嵌入式设计的长期供应需求
中国汽车电子半导体器件市场快速增长
瓶检测机器人
村田汽车电子元件技术交流会现场视频2
售价仅1.7元!STC高性价比车规级MCU重塑汽车电子供应链格局
电流检测电路
村田汽车电子元件技术交流会现场视频5
未来倾向于UFS用于高性能嵌入式闪存
现代和起亚的Vision Pulse驾驶安全系统
动力线负载V、I和P的隔离检测电路(OPA602)
低容量eMMC供应大断裂 2Q价格传将「两倍跳」
CPO量产瓶颈成2026年现实考验 光电异质整合检测难度高
美光与Synopsys合作研发DLEP技术,加速汽车和AI行业创新
设备状态预知维修管理
高密度电路的设计
高速PCB设计指南二
鲁棒控制系统 课件
高压隔离电流检测电路(ISO212、OPA27)
村田汽车电子元件技术交流会现场视频3
村田汽车电子元件技术交流会现场视频4
请问在vxworks 中如何检测ip地址冲突?
altera的汽车电子的参考设计
长电科技汽车电子(上海)有限公司正式启用 打造面向车规级与机器人芯片封测新标杆