一种CCD微米级圆钢光电测径仪的研究设计

摘要: 提出了线阵CCD微米级非接触式圆钢光电测径仪的设计方案,并以ARM微处理器和单片机为核心实现了设计;解决了传统圆钢测径方法接触式测量的局限问题,具有结构简单、小型化、非接触、精度高等特点。实验结果表明,该系统实现了CCD非接触式圆钢光电测径,测量结果准确、精度高、稳定性好,且可直接方便地显示测量结果。
引言
在钢铁工业生产中传统的圆钢测径方法有很多,如利用尺寸工具抽样检测、电磁式接触测量等。用尺寸工具测量,精度不够且速度很慢;用电磁式测量是接触式测量,测量比较麻烦且精度和速度也难以得到保证。CCD电荷耦合器件广泛应用于图像扫描、非接触式尺寸检测、位移测定条形码读出等光电探测和光电成像领域,具有自扫描、精度高、灵敏度高、光谱响应量宽等优点[1]。CCD微米级非接触式圆钢光电测径仪是一种基于CCD光电检测技术的非接触式圆钢专用光电测径装置。它具有非接触、速度快、精度高、小型化、结构简单等优点,可以在光线暗、高温、高速等恶劣条件下,在生产线上动态无损地随时监控圆钢直径的微小变化,具有较高的实用价值。
1 系统总体设计
1.1 CCD微米级非接触式圆钢光电测径仪的测量原理
CCD微米级非接触式圆钢光电测径仪光路测量原理如图1所示。
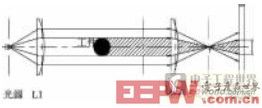
图1 CCD圆钢光电测径仪光路测量原理
平行光源从镜L1发出平行光束。此光束照射在光路内的圆钢工件上,经光学镜头L2成像在CCD的感光面上。CCD器件把感光面上的光信号转换成与光强成比例的电荷量,在一定频率的时钟脉冲驱动下,从CCD的输出信号U0波形中反映出来。对U0进行信号处理,并根据工件的成像在CCD输出波形中的宽度推算标定出工件的实际尺寸。
1.2 主要信号处理过程
CCD的行同步脉冲FC和标准脉冲SP与输出信号U0的关系如图2(a)所示。放入工件后,在行同步脉冲FC中间的U0波形部分时段变成了低电平,低电平的宽度随工件直径尺寸线性变化,如图2(b)所示。
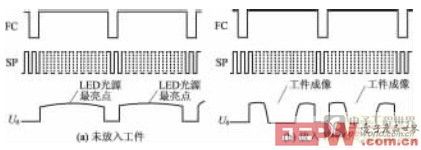
图2 CCD的输出信号
在每个行脉冲FC周期内对U0进行信号处理,过程如图3所示。将U0信号通过低通滤波电路,滤去高频干扰;对U0进行一次微分边界分离,然后通过绝对值电路将信号进行一致化处理便于进行二次微分;接着进行二次微分以提高分辨率,然后通过过零检测电路找到测量中心,最后进行二值化处理为后续的脉冲计数做好准备。
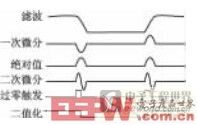
图3 行脉冲FC周期内对U0进行信号处理的过程





评论