日益走近的“绿色”汽车IC

随着实施“绿色”无铅电子封装最终期限的临近,汽车系统工程师必须考虑在他们的设计之中如何适应如此新标准的约束和规范。这在汽车电子设计中尤其重要,因为在那些地方实施的“绿色”无铅封装将对传感器或其它电子系统的条件状况产生直接影响。
本文引用地址:https://www.eepw.com.cn/article/197044.htm在向无铅封装转移的过程中,存在下列主要的设计约束:
有害物质(RoHS)符合性封装的限制;
重新审定IC的资格,使之达到汽车电子委员会的标准AEC-Q100;
维持可接受的系统电气和EMC性能。
例如,持续变化的辐射发射级别可能对系统设计工程师造成破坏,并可能导致重大的意外设计及确认测试成本。
向RoHS转变将引入的其它重大成本:
过多不符合RoHS的元件库存量;
对新元件、PCB和产品进行发布、质量认证和检查的成本;
含铅零件未被无铅元件取代,造成重新设计的成本;
数据库更新换代并获得关联IT支持的成本。
对于大多电子供应商来说,一定要符合RoHS的要求。因此,许多公司及其工程团队将这次转变视为一次作出积极变革的机会。
产品设计工程师可以从该转变获得的好处包括:
加强产品和组装部件;
从BOM和元件数据库中剔除错误及过时的数据;
去掉不必要或没有用的零件、组装部件和产品;
从产品设计中剔出零件和供应商;
达到绿色要求和AEC-Q100标准。
在汽车电子市场中,集成电路的质量认证标准是AEC-Q100,它最初由通用汽车、福特汽车和DaimlerChrysler汽车公司开发出来。AEC-Q100定义了正式批准的级别,其中第0级的测试最严格。
采用先进的塑模成型材料可以帮助向“绿色”无铅封装的转移。对于IC可能有利条件很多,例如,从第1级(工作温度范围-40-125℃)向第0级(-40-150℃)升级,实际上利用“绿色”和无铅封装就可以提高IC的级别。这种改善的原因之一是这些新型的成型材料经过更为严格的测试并经较好的设计,能够满足它们期望的应用的全部工作范围,谢天谢地,汽车也包含在内。
申请正式批准AEC-Q100第0级的主要测试障碍是:
2,000次热循环测试;
在150C的1,000小时高温度工作寿命测试;
在150C的2,000小时高温储存测试。
当变为新塑模成型材料的时候,AEC-Q100推荐对表面安装IC重复进行下列测试:
温度湿度偏移或高加速压力测试(HAST);
高压锅或无偏HAST;
温度周期变化;
高温储存;
高温工作寿命;
早期寿命故障率;
可焊性;
物理尺寸;
电热感应门泄漏。
AEC-Q100规范容许采用“资格相似性”或“一般”数据来证明一个元件类似于一个过去经过质量认证的器件。
下面描述的基本原理针对这些关键测试的若干应用:
高温工作寿命(HTOL)测试被用于确定偏移条件及温度随时间变化对固体器件的影响。它以加速的方式模拟器件的工作条件并被主要用于器件的质量认证和可靠性监视。
该测试应该运行至少三个不连续批次以确保统计真实性,并要提出有代表性的关键工艺“角”的样品。
对于过去在不同塑料封装中的已测试器件,其质量认证数据可能是令人鼓舞的,但是,并不最后证明一种新的“绿色”无铅封装??如24引脚引线框,与新塑模成型材料完全兼容。通过将HTOL加入到重新进行质量认证的计划之中,工程师将能够确定“绿色”设计仍然可以满足长期可靠性目标,如MTBF(故障间平均时间)。因为HTOL是任何可靠性计划的基础,考虑其无铅封装的质量认证是明智的。
早期寿命故障率(ELFR)测试基本上是半导体器件的加电老化测试。该测试的完成能确保发现和彻底掌握在器件的生命早期中出现的所有故障模式。运行ELFR有助于建立对已交易器件的无潜在故障模式的可信度。
可焊性测试是极为重要的,该测试评价在器件上的引脚对焊料变湿的易感性。一种金属表面的可湿性取决于防腐蚀涂层的完整性、无公害表面、焊料温度、有关材料的特定热度以及互连设计。特别是对于RoHS转变,因为设计工程师可能改变焊料类型、被覆金属、材料成分和回流焊的温度曲线,所以足够的焊料变湿的验证是必要的。
对于可焊性测试,汽车行业依赖于测试方法EIA/JESD22-B102-C。该技术的一个优点是它包含:“蒸汽老化”的要求,借助于它可以加速将储存了一定时间的典型器件淘汰掉,如在分销商仓库中的老器件。
进行门泄漏测试可以确定器件对陷阱电荷(trapped charge)机制的易感性。这样的泄漏主要是被塑模成型材料和后模加工处理热曲线的变化挤压引起的。该现象出现在高温,当呈现强电场的时候。
门泄漏故障模式会造成在高温处理过程中的成品率损失,特别是那些采用加热气流的处理,如在烤箱加热和IR回流焊操作中。该条件可被检测为电源电流、输入泄漏或参数漂移的增加。无论何时发生塑模成型材料的变化,都需要考虑门泄漏测试。
“绿色”信号调理
ZMD 31310信号调理传感器接口IC为系统设计工程师集成诸如应变仪、压阻、磁阻桥之类的传感器提供了一种解决方案。该器件也称为RBic Lite,包含一个14位模数转换器、高温EEPROM存储器和串行数字校准,精度为±0.1% FSO(满量程输出)/工作温度范围-25C到85C,及±0.25% FSO/工作温度范围-40到125℃。传感器接口IC还具有针对传感器偏移、灵敏度、温度漂移和非线性的补偿功能。RBic Lite采用“绿色”无铅封装,满足AEC-Q100第0级要求。
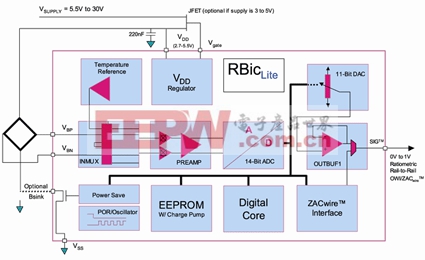
作为一种简单、廉价的设计,RBic Lite具有三种可选择的输出模式(轨至轨比率、串行数字或0-1V比率)。另一个好处是电源电流消耗低,取决于采样率,与250μ一样低(电源电流消耗低到250μ)。RBic Lite基本上是系统级芯片,能够通过EEPROM方便和精确地校准电阻桥传感器。当与电阻桥传感器配对时,它将通过数字方式校准偏移和增益,并可选校准偏移量、增益系数和随温度变化的线性度。可以使能一个二阶补偿电路以补偿增益的温度系数、偏移量或电桥的线性度。
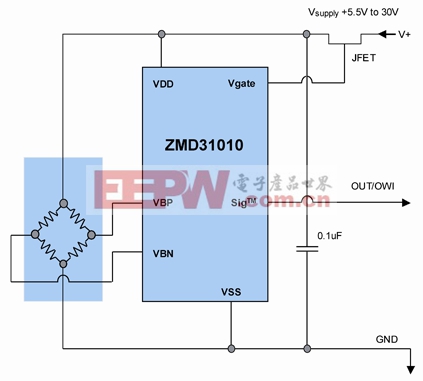
RBic Lite采用ZMD公司的ZACwire串行数字接口与主计算机通信,并被方便地在视窗环境中批量校准。校准之后,输出信号引脚提供电桥数据的可选轨至轨比率、串行数字或0-1V比率输出,并可选电桥和温度数据。上图显示了RBic Lite的方块图,可选的外部JFET用于高电源电压操作(从5V到30V)。JFET对于在2.7V到5.5V之间的电源电压不需要。
RBic Lite采用符合RoHS的工业标准SO-8封装,对于面临RoHS转变的系统设计工程师来说,该器件可被用于因元件退化而被迫重新设计、或减少设计需要的元件数量的地方。RBic Lite不需要外部调整元件,从而减少了劳力成本并简化了信号调理电路的设计。
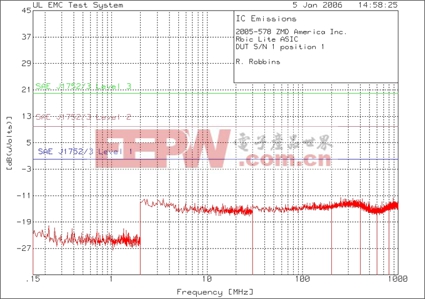
RBic Lite符合汽车应用的需要,因为它从100 KHZ到1.0 GHZ都几乎不产生噪声谱,最近测试证明达到SAE标准J1752的要求。
下图显示了典型的横电磁波模(TEM单元)的测试设置。TEM单元可以被用于提取集成电路的EMI行为特征,人们感兴趣的地方是器件的发射或抗EMI能力(免疫性)。
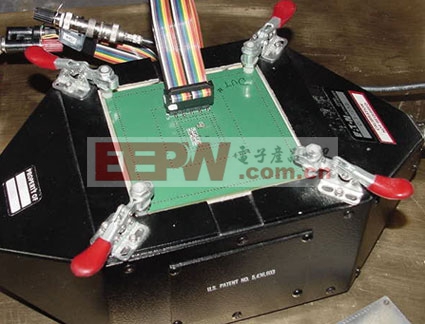
TEM室评价器件噪声是否满足SAE规范
被测器件(DUT)被焊接到一个大约4×4英寸的定制PCB,支持元件位于PCB的外部而DUT在内部。PCB的设计完全满足SAE规范的特殊要求,以紧密地近似在一个系统PCB上的噪声性能。测试的主要目标是评定DUT本身是否发射从150kHZ到1.0GHZ频段的RF噪声,这些噪声可能干扰其它对RF敏感的电路,如位于车内的接收机。
AEC-Q100要求在测试范围内的所有频率,IC发射量小于40 dB(μV)。因此,在SAE规范中描述的发射级图解不适用。下图的打印结果显示数字核的机能正好在SAE J1752辐射发射测试(规范所)定义的极限之下。实际上,RBic Lite并没有发射远大于环境噪声水平的辐射能量。
对RBic Lite的进一步测试显示符合下列指标:
大电流注入(模块级);
抗死锁(100mA);
对人体模型(HBM)和带电器件模型(CDM)方法,分别抗4,000V和500V ESD;
根据福特EMC规范ES-XW7T-1A278-AC选择电压瞬态测试;
电热感应门泄漏。
此外,为了评价其鲁棒性,对RBic Lite执行额外的1600万个电源周期的测试没有发现故障。该测试的完成采用了不同数值的负载电容并采用了不同的电源“下降”时间(最慢50ms)。
本文小结
总而言之,在汽车环境中向“绿色”无铅封装的转变的挑战可能是令人萎缩的。然而,通过考察RBic Lite这样的器件满足和超过要求的情况,系统设计工程师将能够成功地减轻相关工程的风险。







评论