新兴的可编程自动控制器PAC特征与应用

PAC应用举例
用PAC结合NIPXI和图形软件LabVIEW RT(实时)实现钢条 高精度监控和高可靠闭环控制系统-自动化处理设计方案。
项目设计
由于金属工业系统需要冷轧钢厂生产出统一厚度的钢条(以钢卷的形式),为此这些轧钢厂需要由对生产的钢条规格进行监控的高可靠闭环控制系统。这就是本PAC应用的设计任务。
系统技术要求
该系统能进行高精度监测和控制并以更快的响应时间(比传统PLC);可保证每周七天、每天24小时连续的高可靠工作,并且最大限度地减少人工操作。
由于NI基于PXI和实时的PAC平台非常适合用于高精度监测,故可利用NI 公司的图形软件LabVlEW RT(实时)和PXI硬件开发出基于NI可编程自动控制器(PAC)的规格监测和控制系统。用PAC控制系统实时地监测钢片的厚度并以快速而确定的响应时间控制计量仪。
PAC控制系统有两个轧辊,一个是固定的,另一个可移动,它们和液压气缸相连。可移动轧辊根据输入信号对钢片加压以保证钢片有合适的厚度。
通过对各种可用于这种复杂应用的平台比较,选择了NI PAC平台和图形软件LabVlEW RT(实时)及PXl硬件。利用N I的PAC产品,不仅缩短了开发时间,也为我们的客户降低了成本。
该控制糸统采用厚度计量仪来测量钢片的厚度。它以微米级的精度测量距定位点的偏差并形成模拟信号输入到PXI硬件。然后根据液压气缸的压力形成模拟电压信号。
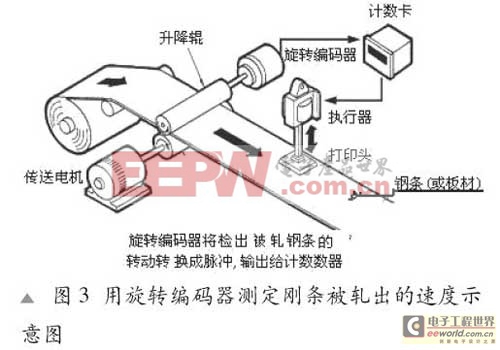
位移传感器确定了液压气缸的位置并向控制器提供与金属计量仪(或两轧辊之间间距)相关联的数字输入信号。旋转编码器(TRD-K)固定在转动的升降辊上,它显示钢条被轧出的速度,其示意图示于图3。通过利用各种传感器接收数据,运行于PXI控制器的LabVlEW RT对输入做出响应并生成改变液压压力的输出信号,从而控制钢条的规格。无论是厚度计量仪与位移传感器均可采用光纤传感器来实施。





评论