简论RFID技术在汽车总装线上的应用情况

在车辆上线之前,工作人员将初始化的标签安装在车体前部引擎盖上表面。
生产线员工需在工位上的高频读卡器上刷卡,完成上岗认证,系统记录当前工位员工上岗状态信息。
在车辆上线前,工作人员扫描车身VIN条码,超高频读写器将VIN码信息写入其天线场强范围内的车辆RFID标签,后续工位通过读写车身RFID标签来完成生产线车辆监控和数据采集等工作。
在装配工位,超高频读写器读取车辆标签后,提示相应工位的零部件安装信息。工作人员安装相应零部件,并在高频读写器上刷相应零部件料箱中的高频RFID标签。系统获取相应车辆的部件安装信息和工作人员信息以备后期质量跟踪,系统向LES系统返回物料消耗信息,并刷新工位零部件安装信息提示,直至该工位所有应装部件全部安装完毕。在向生产线工位供货环节中,生产物流部门将零部件送达工位之后,系统更新零部件数量信息。
在下线工位,超高频读写器读取车辆标签,系统检查装配信息,工作人员取下RFID标签,循环使用。
4 基于RFID技术的汽车总装制造执行系统
4.1 系统功能模块
基于RFID技术的汽车总装制造执行系统功能模块主要分为车间生产管理、生产线可视化、RFID标签管理、车间人员管理等四个功能模块,具体功能结构如图1 所示:
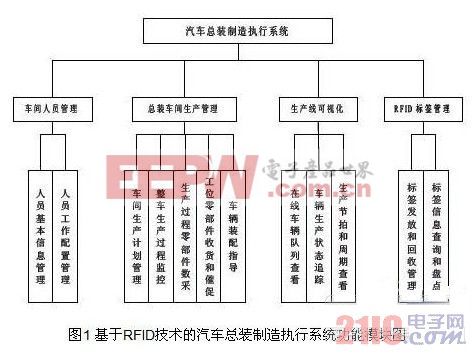
车间人员管理:管理车间人员的基本信息,配置员工的工作岗位信息,为人员工作记录和车辆零部件数采等功能提供相关基础数据。






评论