基于PIC单片机的CO2焊机数字化控制系统

PWM信号产生子程序:
BCF STATUS, 5
BCF STATUS, 6
BCF PORTB, 2
CALL DELAY2
BSF PORTB, 2
CALL DELAY3
DELAY2:
MOVF BUF2, 0
MOVWF R5
DELAY2_1:
NOP
DECFSZ R5, 1
GOTO DELAY2_1
RETLW 0
DELAY3:
MOVF BUF5, 0
MOVWF R6
DELAY3_1:
NOP
DECFSZ R6, 1
GOTO DELAY3_1
RETURN
 本文引用地址:https://www.eepw.com.cn/article/173844.htm
本文引用地址:https://www.eepw.com.cn/article/173844.htm5 焊接试验
将设计的数字化控制系统应用到实际的焊机中,通过数字信号记录仪记录相关波形,以验证软硬件设计的正确性。如图3所示为四步断续焊时序控制图,通道CH1、CH2、CH3分别记录焊机的送丝控制信号、焊枪开关信号和送电送气控制信号。从图3中可以看出,当焊枪开关按下后,开始送电送气,延迟约300ms后,开始送丝,接触引弧,进入焊接过程,松开焊枪开关后,继续进行焊接,再次按下焊枪开关时,启动能耗制动以立即停止送丝,经过一段返烧后电弧自动熄灭,最终根据事先设定的1s滞后时间停止送气,并断电。在二步控制时,需要一直按紧焊枪开关,松开焊枪开关,马上停止焊接。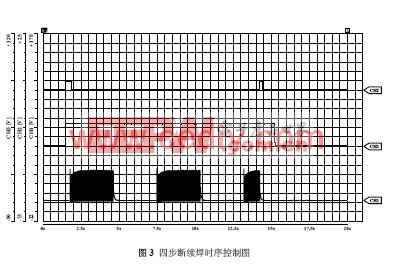
6 结论
a) CO2焊机数字化控制系统,充分利用了PIC单片机的资源,用少量的外围电路实现了一个功能较完善、性能优良的实用系统,降低了焊机成本。
b) 试验结果表明,基于PIC单片机的CO2焊机数字化控制系统,设计合理,结构简单,工作稳定可靠,抗干扰能力强。









评论