基于图像处理的型坯直径非接触测量方法研究设计

1 引言
挤出吹塑成型是一种生产塑料容器的加工过程,型坯的成型是挤出吹塑中一个相当重要的阶段。型坯成型对吹塑制品的性能与成本均有很大影响,若能在这个阶段在线检测出型坯吹胀前的尺寸,则可用最少的原料消耗获得所要求的制品性能。目前,国内外较先进的型坯壁厚的控制也只是根据型坯在长度方向上的位置查表得出厚度设定值,然后用PLC等设备进行(开环)程序控制,并不能形成闭环控制,而且要经过不断地尝试才能获得满意的设定值。为了实现型坯壁厚的闭环控制,就必须对型坯的直径分布和壁厚分布进行在线测量,这是目前尚未很好解决的问题。本文针对型坯直径分布的在线检测问题,通过摄像机直接拍摄型坯轮廓图像,运用数字图像处理技术对采集到的图像进行处理和分析,实时提取目标的几何特征,即型坯的直径分布,实现型坯直径的实时在线检测。这将为实现挤出吹塑成型加工过程质量的实时闭环控制提供条件。
2 测量机构的设计与安装
挤出吹塑成型中挤出机使原料熔融,并从机头挤出型坯,图1是现场拍摄的机头及挤出型坯图像。由于型坯温度高达200℃左右,且型坯是熔融状态,采用接触式测量是几乎不可能的。然而,挤出型坯是半透明管状的并且外轮廓清晰可辨。因此,本文提出基于图像处理技术的非接触测量方法。
选择合适的照明方案是数字图像处理的关键步骤。如果光源配置恰到好处,摄像机就能够拍摄到对比度高、背景与目标物体容易区分的图像,这对下一步的图像处理将起到事半功倍的作用。从图1可以看出,型坯背后是挤出机并且挤出型坯是半透明管状,这决定了不适合采用背部光源照明,因为型坯的透光性使获得的图像对比度不高,不利于图像的处理。需要说明的是,为了更容易区分目标物体与背景,实验中使用黑色材料做为背景。

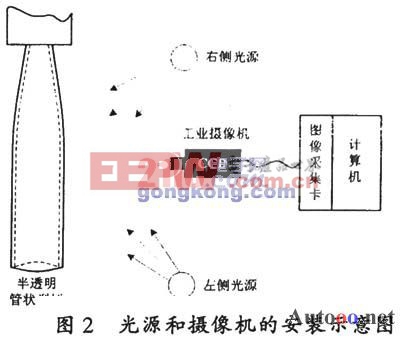
本文采用正面散射光照明方式。散射光照射物体正面,光线比较柔和,没有方向性,对型坯表面能减少强光,光源的安装易于实现;但是部分边缘可能产生模糊。光源和摄像机的安装位置如图2所示,摄像机安装于左右光源的中间,能够拍摄到的型坯长度大约为250ram。
相应硬件设备的选择设计如下:
1)光源:采用日光灯做为光源,得到的效果较为满意。如果要获得更好的效果,可采用LED平面光源,但是将加大运行成本。
2)光学镜头:采用6倍变焦镜头。其技术指标为:视角是31.3~5.5。、焦距是8.5~51mm、光圈是F1.2~16C。
3)CCD摄像机:采用台湾Mintron的MS-2821C黑白工业摄像机。分辨率是795(H)×596(v),CCD尺寸为l/2英寸,最小照度为0.02Lux/ F1.2。在型坯轮廓图像的处理中,拍摄的型坯长度约为250mm,最长直径约为45mm。由于CCD摄像机的水平像素为795,可得250mm/795≈0.31447mm/像素,所以长度为45mm的直径大约用143个像素来表示。假如有一个像素的测量误差,直径的误差将为1/143≈0.7%。可见,图像分辨率是制约检测精度的关键因素,选择高分辨率的图像采集设备则是提高测量精度的有效途径。




评论