埋弧自动焊弧长模糊控制器

摘要:为满足埋弧焊过程弧长实时稳定控制要求,研制了以高速微处理为核心的微机控制系统和一套开关式的送丝调速系统。引入通过模糊目标隶属函数调节修正函数来调整模糊控制规则的模糊控制算法,设计了以模糊控制为核心的埋弧焊过程电弧智能控制系统。在实验的基础上讨论了模糊控制的修正函数对系统性能的影响,合理的控制参数直接影响焊接质量。实验表明,该系统采用模糊控制在焊缝成型以及过程稳定等方面都有较大提高。
关键词:埋弧焊;弧长;微机控制;模糊控制
l 前言
焊接过程电弧弧长的稳定对焊接质量至关重要。目前,埋弧焊弧长的调节控制主要有两种:一种是实时调节电流改变焊丝熔化速度,从而控制弧长,抑制扰动;另一种是弧压或电流反馈实时调节送丝速度,采用PID控制弧长等参数以稳定焊接过程。而这两种方法在对粗丝大电流工作条件下存在动态响应慢、焊接过程稳定性差等缺点,难以实现高质量控制。模糊控制作为一种智能控制策略,在弧焊电弧稳定性控制的应用具有诸多优点,如无需建立被控对象的数学模型,较易建立语言变量的控制规则,系统鲁棒性强,尤其适用于非线性、时变、滞后系统的埋弧自动焊弧长的控制。为此,在研究单片机控制的埋弧自动焊装备基础上,引入基于修正因子的模糊控制策略,采用弧压反馈方式,以送丝速度为控制量,弧压为被控制量,研究埋弧自动焊弧长模糊控制器。
2 系统硬件设计
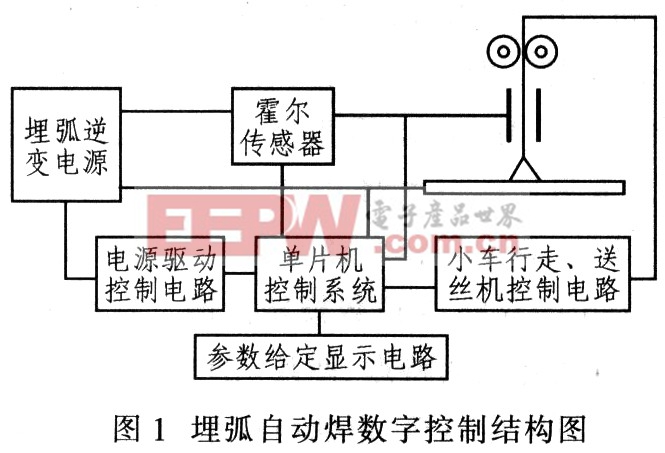
埋弧自动焊系统硬件设计是由容量l 000 A、主频20 kHz的IGBT逆变电源为主机、电源驱动电路、送丝驱动电路、单片机控制系统组成,如图1所示。其中电源驱动电路由以SG3525为核心的PWM脉宽调制电路、隔离电路、过流保护、过压,欠压保护电路组成。送丝驱动控制电路由以SG3525为核心的开关式调速电路组成。单片机及其外围电路由以DS80C320为核心的微机系统、A/D转换、D/A转换、隔离电路、键盘给定显示电路组成。
2.1 送丝调速电路
系统采用开关式送丝调速系统,送丝机驱动为110 V直流印刷电机。其开关式送丝调速系统的主电路如图2所示。其工作原理:输入电压Ui经整流滤波后为有纹波的直流电压,然后提供给MOSFET,MOSFET由PWM控制电路提供的驱动信号而处于开关状态,将直流电压转换为脉冲电压,再通过输出电感得到输出电压U0,通过调节驱动信号的输出占空比,就可调节输出电压的大小。该电路的PWM控制电路采用脉冲宽度调制器SG3525得到PWM信号,通过电枢电压负反馈来保持电枢电压的稳定,从而实现转速的自动调节。该送丝系统经实测送丝速度范围为0~24 m/min,送丝平稳可靠,可满足埋弧焊的送丝和抽丝控制要求。






评论