埋弧自动焊弧长模糊控制器

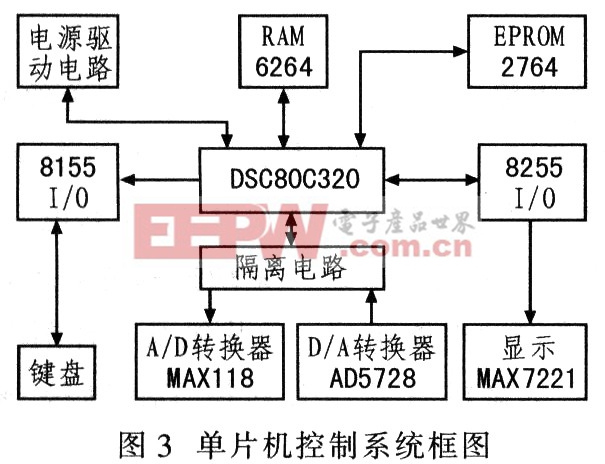
采样电路采用MAX118。MAX118是MAXIM公司的8位8通道的跟踪保持A/D转换器,具有转换速度高、功耗低、转换误差小的优点。MAX118可直接与单片机数据总线和I/O接口连接,不需另加接口电路,主要用于焊接过程电弧电压、送丝电动机采样,D/A转换电路采用两片AD7528。AD7528是德州仪器公司的双路、8位数模转换器,具有转换速度快、线性度误差小、功耗低的特点。两片AD7528主要用于小车速度给定,送丝电机电驱电压,电弧电压给定,如表1所示。

3 系统软件设计
系统控制软件是实时控制的核心,系统控制软件设计采用模块化程序设计技术。控制软件主要由焊前准备、引弧控制、焊接阶段控制、收弧控制等4部分组成。
图4示出该控制系统模糊控制原理。其中模糊控制器引入了带自调整函数的模糊控制规则,即引入一个可调整因子a,代入FUZZY控制算法U=(E+Ec)/2可得:
U=[aE+(1-0)Ec] (1)
式中:a∈(0,1)。通过调整a,改变误差E和误差变化率Ec对控制量的加权程度,从而调整控制规则。进而改善系统控制效果。
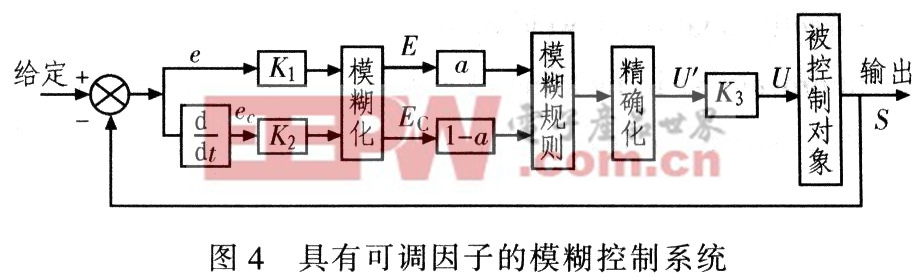
通常控制系统的目标是输出与给定相等,因此提出模糊控制目标使误差E靠近于0,取其隶属函数为Cμ=exp(-ke2)。其修正系数为:

偏差大时,a较大,系统能尽快消除E;偏差小时,a较小,系统能尽快趋于稳态。根据模糊目标的隶属函数调节a,从而达到调整控制规则的目的。可抛开控制表,直接根据偏差E和偏差变化率Ec的论域值E和Ec,通过公式求得控制量U和论域U',从而实现对系统控制规则的在线调整。
在以单片机为控制器实现模糊控制时,将变量离散化,归一化量程:
焊接电弧电压:51.2 V……FFH,即0.2 V……01H;送丝电机控制电压:3.8 V……FFH,即0.023 V……01H。






评论