散热器镶齿及焊接技术在大功率电源热设计中的应用

3.1 焊接后的基板表面需铣平面处理,保证放置功率器件时平整,贴合紧密,热阻小;
3.2 齿片和基板分别进行阳极氧化成理;若用于自然散热场合,需要着色成黑色;若用于强迫风冷场合,直接氧化成白色即可。
4、齿片与基板的镶接
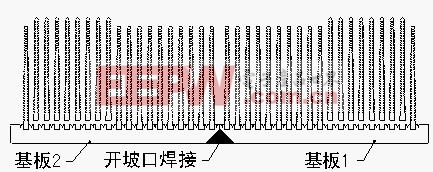
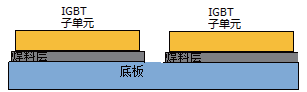
将基板的沟槽涂上高效导热硅脂,填补齿片与沟槽间的缝隙。将齿片安放在基板沟槽内,在齿片两边采取断点式的铆实齿片。齿片与基板紧密地镶接在一起,组成镶齿散热器,如下图所示:
5、应用实例
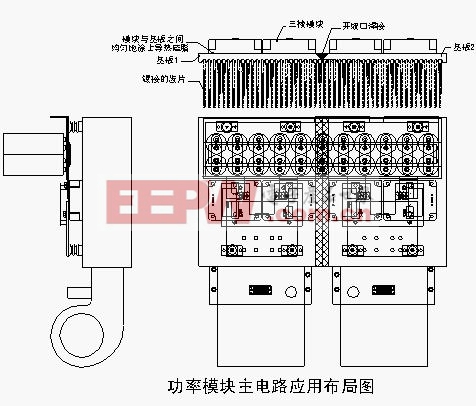
该拼焊的镶齿散热器已成功应用于300KW应急电源的单相主电路中。其散热效果很好,完全满足产品的热设计要求。功率器件均布在散热器基板上,同时在散热器基板和模块之间均匀涂上导热脂,通过强迫风冷,将功率模块耗散到散热器上的热量排出箱体外。应用布局如下图所示:
6、结论
本文提出的焊接式镶齿散热器技术,对于解决大功率电源热设计的问题,具有十分实用的价值。散热器基板可以针对不同公司、不同封装尺寸的功率模块进行焊接,解决功率模块安装及固定的问题。齿片与基板分别加工成型后再镶接,可解决超大宽高比散热器成型问题。该技术还可用于大功率UPS、风机变流器等主电路中。
参考文献
[1] 天津环瑞公司.电力电子散热器手册
[2] 三菱公司.三菱电机第三代IGBt和智能功率模块应用手册
[3] 邱成悌 赵惇殳 蒋全兴. 电子设备结构设计原理. 东南大学出版社
[4] 半导体器件散热器通用技术条件 GB7423.1-87
[5] 焊接及相关工艺方法 GB/T 5185-2005




评论