PCBA焊接润湿不良分析

PCBA出现焊接润湿不良,分析剥离的器件与PCB板,推测虚焊发生原因与助焊剂(警惕!电子产品的“****杀手”——助焊剂残留)相关性较大。详细分析方案,请浏览文章获知。
说明:
器件左下角底部焊盘几乎没有或仅少量锡膏焊接,该现象具有方向性。
【异常外观】
【正常外观】
说明:
器件左侧焊点呈现堆积球形状。
1.剥离器件未进行处理时分析
PCB板侧外观观察
器件侧外观观察
说明:
剥离器件PCB板侧焊盘未被完全润湿,器件侧焊盘仅沾少量锡膏,且两侧较多松香存留。
SEM分析
EDS分析
说明:
焊盘表面被松香所覆盖,检出Au、Ni元素,表明该未润湿位置镀层Au未溶蚀。
/ 测量方法 /
对剥离的器件使用异丙醇超声清洗后,去除表面松香,对底部焊接不良的两个焊盘进行分析。
金相观察
说明:
焊盘未润湿位置局部颜色发暗。
SEM分析
说明:
器件焊盘未润湿位置表面存在密密麻麻微小凸起,晶格形貌无异常。
EDS分析
说明:
对焊盘未润湿位置进行EDS分析,检出Ni、Au、Sn、Pd、O、P元素,表明未润湿位置曾有少量Sn附着,但焊盘表面的金镀层仍存在,即该位置在焊接过程中Au层未能熔融。
说明:
1.未润湿不良点主要集中于上图所示位置(对向有少部分),该位置是助焊剂挥发气体排出的主要通道;
2.开口隔断仅0.25mm,助焊剂受热后溢出且锡膏熔化汇集,进一步导致该通道的“排气”作用减弱,造成内部气流主要引向图示不良点位,形成“抬起”效应。
未润湿失效点位置具有倾向性,基本集中在左下角位置,如下图所示:
未润湿的焊盘表面金层未溶蚀,说明锡膏熔化之后,该焊盘未与液态锡充分接触,进而芯片引脚部位发生翘起,锡膏与焊盘分离;
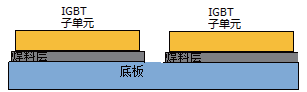
PCB板材为铝材质,器件封装主要为玻璃材质,二者都不容易发生形变,排除因形变引发的翘起;
通过对钢网开口的分析判断,目前失效点位置是受助焊剂挥发气流影响最大的位置。大量挥发的气体,会将芯片“抬起”,造成图示位置的轻微起翘。
综合以上分析:
推测该焊接不良是由于大量助焊剂气体挥发,其产生的气泡集中由排气孔散出,造成芯片起翘,使芯片焊盘与锡不能充分接触造成虚焊。
1.内部九宫格开口;
2.增加隔断,所有的隔断宽度增加为0.4mm。
新阳检测中心有话说:
本篇文章介绍了PCBA焊接润湿不良分析。如需转载本篇文章,后台私信获取授权即可。若未经授权转载,我们将依法维护法定权利。原创不易,感谢支持!
新阳检测中心将继续分享关于PCB/PCBA、汽车电子及相关电子元器件失效分析、可靠性评价、真伪鉴别等方面的专业知识,点击关注获取更多知识分享与资讯信息。
*博客内容为网友个人发布,仅代表博主个人观点,如有侵权请联系工作人员删除。