FeatureCAM软件在凸轮设计加工中的应用

工艺分析过程:加工时要选项为CW方向,也就是顺时针去加工,曲线拐点为每0.25度匀速度上升至180度;然后返回起始原点。第二条平移中心Y轴-40mm继续加工,分出粗加工和精加工,控制拐点尺寸精度和倒曲线边角。
选择刀具¢20杆铣刀进行粗加工,FeatureCAM自动计算出精加工留出的余量,主轴转速1800r/min;进刀采用螺旋下刀方式,速度为100mm/min,而进入正常加工时进给速度为150----200mm/min。
在选择刀具¢20杆铣刀进行精加工,FertureCAM软件附带功率负载表可以参考。主轴转速2000r/min,进刀采用螺旋下刀方式速度为200mm/min,而进入正常加工时进给速度200----250mm/min。
使用四轴联动加工中心,操纵系统为西门子840C ,NC主格式为MPF格式;计算机进行模拟仿真加工,计算出实际的加工工时,修改不必要的多余加工路径。

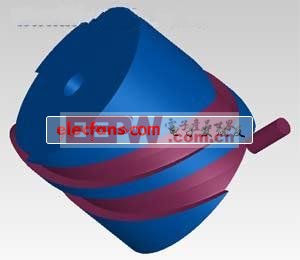
三、刀具路径动态三维实体切削仿真结果:
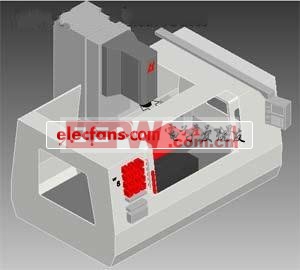
四、在FeatureCAM中把刀具路径进行机床模拟仿真验证:
在数控加工过程中为了验证程序的正确性,过去多采用木模或塑料模进行试切加工,此种方法效率低又浪费材料。用数控仿真方法来检验是近几年发展起来的新技术,它具有降低制造成本、缩短设计制造周期、快速直观、省时省力的优点,它使操作者通过图形显示预先检测误差,进行刀具的干涉和碰撞检查。
快速生成机床G代码:
结束语:
应用CAD/CAM技术对圆柱凸轮进行制造设计与数控加工自动编程,大大提高了设计效率与凸轮的精度,克服了传统方法、人为因素浪费人力、物力、财力且要多次修改等缺点所带来的风险,缩短了设计制造的周期,提高了凸轮的质量。

评论