基于DSP应用于线切割机床的脉冲电源设计(08-100)

前言
本文引用地址:https://www.eepw.com.cn/article/91736.htm线切割加工技术(WEDM)在众多的工业生产领域如模具制造业、汽车制造业、航空航天制造业等起到了重要的作用。要制作一台省略其次要结构与技术环节的低速走丝电火花线切割机床样机,其中包括两项关键技术:1、数字无阻脉冲电源模块,此模块能完成精加工和精加工;2、间隙电压检测模块,能保证切割加工过程高效平稳进行。国内目前不具备自主知识产权的产品主要原因是没有掌握间隙伺服控制系统设计、数字脉冲电源系统设计两项关键技术。研究精密数控电火花线切割机床的数字脉冲电源系统设计这个关键技术,是为开发具有自主知识产权的精密数控电火花线切割机床提供必要的技术支持。通过对其的研究,再配合机械上的设计以达到所需的技术指标。
本文提出了运用DSP作为核心的线切割脉冲电源的设想。笔者设计了线切割加工机床用的脉冲电源模块,并对输出波形进行了分析,优化了在各种加工条件下的效率仿真实验,实验结果验证了本设计的脉冲电源能够满足微细线切割加工的要求。用TMS32OLF2812DSP控制器芯片强大的数据处理能力、丰富的片内外设和高速的实时控制能力,实现了交流采样、频率测量和PID控制等功能。对同步发电机出口端的定子电压、电流进行准确测量。通过最优控制的方法,得到精确的PWM控制信号输出。实现一块DSP多个控制的功能以及产生PWM脉冲波的脉冲电源。此样机能达到中档低速走丝电火花线切割机床的技术水准:具备ns级大峰值电流脉冲电源,最大加工效率大于200 mm2/min有效加工效率达120-150mm2/min,表面粗粗度小于0.4μm (Ra≤0.4μm),加工精度为±0.005mm左右。
线切割脉冲电源的整体设计
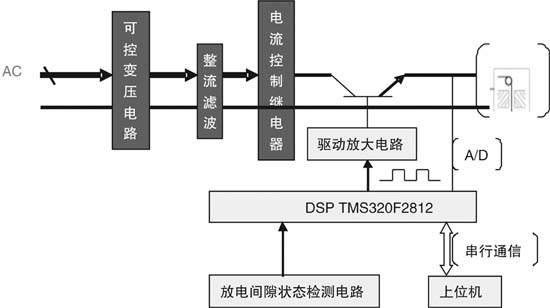
图1是线切割脉冲电源的设计框图
线切割脉冲电源主要包括:整流变压及滤波电路、与PC机的通讯模块、脉冲产生单元、功率驱动放大模块、放电间隙电压状态检测电路模块。该脉冲电源与一般线切割加工脉冲电源的差别主要有两点:一是它比一般的脉冲电源多了一个间隙放电电压比较模块。通过该模块实时地将电极丝与工件两极之间的电压与设定的电压进行比较,产生一控制脉冲发生器是否发脉冲的信号,能够以最快的响应速度切断脉冲,可以有效的监控电极丝与工件间的电压情况,并实时矫正输出脉冲电压,这就避免了能量的不均匀引起表面粗糙度的恶化,从而能够提高微细加工的表面质量。二是DSP2812最高频率能达到150MHz,运用其高速脉冲的产生简化常规设计电路,效率高,波形好,实时性也好。三是选用了DSP2812,其丰富的资源易于软件与硬件的扩展。




评论