基于DSP应用于线切割机床的脉冲电源设计(08-100)
放大电路的设计
本文引用地址:http://www.eepw.com.cn/article/91736.htm使用常用放大器AD8072,其设计的电路图如图3所示。
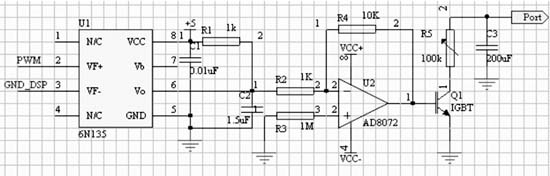
图3 采用AD8072设计的主电路图
放电间隙电压状态检测电路
在微细电火花线切割加工过程中,间隙电压随着加工状态的变化而变化,通过实时采集间隙电压,便可知该时间段内的加工状态,进而控制工作台的进给方向,实现加工进给的闭环控制。这样不但能有效地控制加工后的表面质量,同时可以兼顾加工效率。
对于线切割而言,由于各种干扰因素的存在,根据一次采样值判断间隙的状态是不准确,在设计中就采用多次采样求平均值的方法,显然这样就增加了每次判断加工状态的周期,但与之相矛盾的是较短时间段内的短路或电压不稳定就可以造成加工后的表面粗糙度恶化,如果系统反应时间过长,程度则更为严重。因此相对于一般的电压检测系统,用于微细加工的电压检测系统应该具有更快的响应速度。
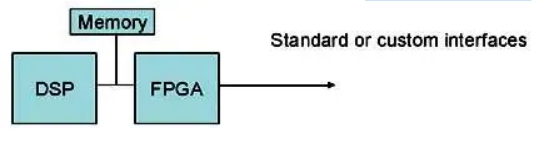
工件与电极丝两极之间的电压经滤波分压后引入TMS320F2812的A/D口后,将连续变化的模拟信号转换为离散的数字信号,DSP定时将转换后的数字信息读入并进行相应的处理,当读入数据个数达到规定数目后进行平均运算,运算完成后DSP将平均后的电压值通过异步串行通讯电路传入上位机。
我们首先可以通过仿真与实验结果分别对高低电压两种情况对PWM占空比的要求存入TMS320F2812的寄存器中。我们可以通过A/D转换来检测主电路是高电压切割还是低电压切割。然后通过PC机传送命令给TMS320F2812产生与所需波形相应的PWM的占空比,这样我们可以更好的去控制主电路电极丝上的电压切割波形。本设计的DSP2812在电源实际工作过程中,DSP绝大部分时间用于间隙电压信息的采集、运算及传送,仅有少量时间用于脉冲电源控制参数的中转,可以有效地提高DSP的工作效率。
线切割脉冲电源的仿真
本设计采用了pspice9.2软件做主电路波形仿真。在仿真中限流电阻分别设置成1、2 、5 Ω等通过设置不同的电阻与不同的PWM占空比来寻找合适的波形,如图4所示,操作人员可以设置开关的通断来设置主电路的电阻大小。

图4 主电路限流电阻设计







评论