半导体三极管的失效分析与可靠性研究

家用空调整机售后报多单U8、E6、显示异常故障,经分析均为三极管失效导致。测试单个三极管主要表现为短路与开路故障。统计售后三极管失效贴片与自插型均有失效,失效模式相同。三极管失效后,会导致部分电路功能无法实现,因此研究三极管的失效模式和失效机理非常重要。
本文引用地址:https://www.eepw.com.cn/article/202201/431105.htm1 失效原因及失效机理分析
经分析主要为短路故障失效较多,占总失效的66.8%,主要为金线绑定不良塌丝失效;部分短路故障失效开封分析为过电损伤失效;经分析开路故障主要为金球与鱼尾焊接不良,存在虚焊,故障模拟可复现。
1.1 焊接不良故障分析
1.1.1 电参数测试分析
对不良品进行电性测试,连续测试5 遍,测试结果显示样品IEB 值over,BE 极呈现短路现象。具体电性数据如表1 所示。
表1 三极管性能测试数据

1.1.2 开封1内部晶元分析
对不良品进行X-ray 透视显示不良品焊线正常,弧度正常。对不良品进行开封分析,侧面观察发现B 焊球与芯片表面有间隙,存在虚焊现象,具体如图1 所示。

图1 开封芯片表面
1.1.3 虚焊原因分析
三极管内部金线绑定点有2 处,分别为金球与鱼尾,这两处绑定点绑定不良均会出现故障。如图2 所示,当底板上有硅碎时,压板会压不牢基岛,随着机器振动过程基岛会浮动,焊线时焊头下降到芯片表面焊接时焊接能量会损失,无法达到焊接参数的要求,从而造成焊球焊接不牢固,最终表现为脱焊。

图2 焊接不良示意图
鱼尾也出现过断线,如图3 所示,CT 扫描发现管脚鱼尾不良,出现断点。断点处与焊盘有轻微接触,导致故障不稳定,在使用中长期通电出现开路。

图3 鱼尾断线CT扫描图
如图4 所示,底板不平,底板四周出现高度差,导致焊接高度不一致,管脚虚位,劈刀切线后出现异常。劈刀切线过程中,当底板高度差大于10 μm 时,管脚呈悬空状态,会上下摆动,拉扯铜线,最终导致鱼尾断线。

图4 鱼尾断线示意图
鱼尾断线的不良原因为底板有硅碎,或在拆卸重新安装后未做水平高度差检测,导致底板不平,劈刀切线时,管脚呈悬空状态,管脚上下摆动,拉扯铜线,最终导致鱼尾断线。
1.1.4 虚焊故障模拟验证
制作一颗硅碎,如图5 所示,大概整颗芯片的1/3大小放在底板对应的基岛位置下面,将已上芯的产品拉到底板下,开始焊接,共计实验5 颗。当焊接到此颗芯片时机器NSOP(non stick detection on pad)报警,将框架拿到放大镜下检查发现此颗产品有脱焊,观察其他4 pcs 产品发现也有轻微脱焊现象,稍用镊子提拔焊球即脱落。

图5 焊接故障模拟图
综合以上分析,确认此次不良的根本原因为生产期间偶然有硅碎随着机器的振动移动到底板下,造成基岛不平,铜线焊接时焊接能量损失,导致产品焊球焊接不牢固。外观目视检查未发现当时脱焊较轻微虚焊的产品,导致虚焊的产品流出,虚焊的产品不足以承受回流焊过程中急剧变化所产生的热应力以及长期使用的电应力,使焊球脱离芯片表面,从而引起电性能失效。
1.2 金线塌丝故障分析
1.2.1 电参数测试分析
对不良品进行外观检查,确认本体外观无异常,样品管脚无异常。对不良品进行电性能测试,测试结果显示样品ICEO、ICBO 值测试不过。
1.2.2 X光透射分析
对不良品进行X-ray 透视,不良品焊线塌丝,已和引脚框架相碰,具体如图6 所示。

图6 X光透视图
2 电路设计核查分析
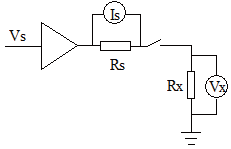
具体三极管工作电路如图7 所示,图左主要用来驱动数码管和发光二极管点亮,驱动电压(5~12)V,驱动电压较低,三极管出现故障直接导致显示异常;图右为过零检测电路,主要确定交流电电压为0(近似为0)的时刻,并将此信号提供给主芯片,以便对固态继电器进行控制,达到控制转速的目的,失效后无法提供信号给主芯片,直接出现U8 故障。

图7 三极管工作电路原理图
3 失效解决方案
通过鱼骨图对产品全流程生产过程管控,增加显微镜检查、X 光透视,优化检验测试方法,增加新的高温管控项目等一系列改善措施,提高产品质量,强化产品的测试筛选,提高产品可靠性。
3.1 焊球脱焊改善措施
3.1.1 完善作业指导书
更新点焊工艺作业指导书,增加出现NSOP 报警时检查发现基岛下有硅碎需报废整条框架产品的规定;增加底板清洗后水平高度测量的项目,要求每次做完清洗重新安装底板后,要对底板水平高度进行测量,测量结果的最高点与最低点差值需小于10 μm。
3.1.2优化测试程序
鉴于IR Reflow 过程可将存在虚焊产品的失效比例放大,优化产品在电镀前安排1 次IR Reflow;IRReflow 后再做电性测试,此方法可在很大程度上保证产品质量。修改产品测试程序,增加模拟热阻测试项,通过测试不同电流下的BC 极、BE 极下的电压值,对比电流差值计算出热阻值,可有效筛选焊接质量问题,发现导通变差的不良产品。
3.1.3 专项管理
针对焊线机台以及人员不稳定性可能导致虚焊的因素,对产品生产机台实行专人专机管理。产品焊线机台选择机型为Ihawk,目前共晶工艺的新版设备性能及稳定性方面均有优势。固定SW1、SW2、SW3 焊线机台生产格力的产品,减少变更产生的影响,提供稳定性。
3.2 焊线塌丝改善措施
图8 为针对塌丝故障的鱼骨图,通过人、机、法、冶具4 个环节,对于可能导致的因素进行改善优化,从各环节减少焊线塌丝隐患。

图8 塌丝故障分析鱼骨图
3.2.1 包封机台固定
固定机台生产的产品及操作人员,减少变更产生的影响,提供稳定性。包封机台为机械手自动抓取排片,而非拉片排片,可预防由于料片在排片过程中振动引起的塌线。

图9 增加挡板
3.2.3 包封台优化改善
针对包封工序人为调整料片方法不规范,造成产品塌线的现象,将原来的凸台设计改为凹台设计,见图10,在四周增加挡边定位,防止料片移动,无需手动对料片位置进行调整,避免人为调整料片造成塌线。

图10 料片定位改为凹台
3.2.4 检验方法优化
针对产品检验时易受干扰导致塌线的情况更改检验方法,见图11,由之前取下料片在放大镜下检查改为在设备显示器上检查焊球和鱼尾,用设备显微镜检查线弧形状,减少人为干涉产品,预防塌丝。QC 检验频率:每班2 次/ 机台;操作员自检频率:1 次/ 每盒产品/ 机台。

图11 显微镜检查
3.2.5 人为调整专项打包
针对产品包封前受人为干扰产品存在塌线风险的可能,将焊线工序、包封工位所有人为干预过的料片统一装入蓝色料盒,包封后再对其进行X-ray 全检确认,将异常品剔除。
4 失效整改总结及意义
三极管失效是厂家本身产品生产过程及筛选不良导致实际应用中出现故障。通过专项故障整改,采用鱼骨图分析法,从各环节控制不良品的发生与流出。改善生产过程设备及优化测试方法,增加显微镜检查等手段,对产品进行筛选,可有效提高产品的可靠性。
参考文献:
[1]黄淑圆.浅谈开关三极管的原理及应用[J].机电信息,2015(21):36-36,37.
[2]王延军.三极管电路分析方法探讨[J].中国城市经济,2010(6X):8.
(本文来源于《电子产品世界》杂志2022年1月期)








评论