工业控制之伺服系统精选开发资料

伺服系统的特点、分类及发展方向
本文引用地址:https://www.eepw.com.cn/article/201710/368472.htm伺服电机(servomotor)是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。
数控机床伺服系统的作用在于接受来自数控装置的指令信号,驱动机床移动部件跟随指令脉冲运动,并保证动作的快速和准确,这就要求高质量的速度和位置伺服。以上指的主要是进给伺服控制,另外还有对主运动的伺服控制,不过控制要求不如前者高。数控机床的精度和速度等技术指标往往主要取决于伺服系统。

一、伺服系统的基本要求和特点
1.对伺服系统的基本要求
(1)稳定性好:稳定是指系统在给定输入或外界干扰作用下,能在短暂的调节过程后到达新的或者回复到原有平衡状态。
(2)精度高:伺服系统的精度是指输出量能跟随输入量的精确程度。作为精密加工的数控机床,要求的定位精度或轮廓加工精度通常都比较高,允许的偏差一般都在0.01~0.00lmm之间。
(3)快速响应性好:快速响应性是伺服系统动态品质的标志之一,即要求跟踪指令信号的响应要快,一方面要求过渡过程时间短,一般在200ms($1.2528)以内,甚至小于几十毫秒;另一方面,为满足超调要求,要求过渡过程的前沿陡,即上升率要大。
2、伺服系统的主要特点
(1)精确的检测装置:以组成速度和位置闭环控制。
(2)有多种反馈比较原理与方法:根据检测装置实现信息反馈的原理不同,伺服系统反馈比较的方法也不相同。目前常用的有脉冲比较、相位比较和幅值比较3种。
(3)高性能的伺服电动机(简称伺服电机):用于高效和复杂型面加工的数控机床,伺服系统将经常处于频繁的启动和制动过程中。要求电机的输出力矩与转动惯量的比值大,以产生足够大的加速或制动力矩。要求伺服电机在低速时有足够大的输出力矩且运转平稳,以便在与机械运动部分连接中尽量减少中间环节。
(4)宽调速范围的速度调节系统,即速度伺服系统:从系统的控制结构看,数控机床的位置闭环系统可看作是位置调节为外环、速度调节为内环的双闭环自动控制系统,其内部的实际工作过程是把位置控制输入转换成相应的速度给定信号后,再通过调速系统驱动伺服电机,实现实际位移。数控机床的主运动要求调速性能也比较高,因此要求伺服系统为高性能的宽调速系统。
二、伺服系统的分类
伺服系统按其驱动元件划分,有步进式伺服系统、直流电动机(简称直流电机)伺服系统、交流电动机(简称交流电机)伺服系统。按控制方式划分,有开环伺服系统、闭环伺服系统和半闭环伺服系统等,实际上数控系统也分成开环、闭环和半闭环3种类型,就是与伺服系统这3种方式相关。
1、开环系统
开环系统,它主要由驱动电路,执行元件和机床3大部分组成。常用的执行元件是步进电机,通常称以步进电机作为执行元件的开环系统为步进式伺服系统,在这种系统中,如果是大功率驱动时,用步进电机作为执行元件。驱动电路的主要任务是将指令脉冲转化为驱动执行元件所需的信号。
2、闭环系统
闭环系统主要由执行元件、检测单元、比较环节、驱动电路和机床5部分组成。其构成框图如图2所示。在闭环系统中,检测元件将机床移动部件的实际位置检测出来并转换成电信号反馈给比较环节。常见的检测元件有旋转变压器、感应同步器、光栅、磁栅和编码盘等。通常把安装在丝杠上的检测元件组成的伺服系统称为半闭环系统;把安装在工作台上的检测元件组成的伺服系统称为闭环系统。由于丝杠和工作台之间传动误差的存在,半闭环伺服系统的精度要比闭环伺服系统的精度低一些。
比较环节的作用是将指令信号和反馈信号进行比较,两者的差值作为伺服系统的跟随误差,经驱动电路,控制执行元件带动工作台继续移动,直到跟随误差为零。根据进入比较环节信号的形式以及反馈检测方式,闭环(半闭环)系统可分为脉冲比较伺服系统、相位比较伺服系统和幅值比较伺服系统3种。
由于比较环节输出的信号比较微弱,不足以驱动执行元件,故需对其进行放大,驱动电路正是为此而设置的。
执行元件的作用是根据控制信号,即来自比较环节的跟随误差信号,将表示位移量的电信号转化为机械位移。常用的执行元件有直流宽调速电动机、交流电动机等。执行元件是伺服系统中必不可少的一部分,驱动电路是随执行元件的不同而不同的。
最近,我校研制开发出了高性能交流伺服(数控机床)控制系统。该系统性能稳定,质量可靠,可广泛应用于数码雕刻,包装机械,模具生产等工业生产应用场合,更适用于高等学校机电一体化,电子电器,电气自动化专业学生(研究生)生产实习,课程设计等课程的实验研究。
三、伺服系统的发展方向
随着生产力不断发展,要求伺服系统向高精度、高速度、大功率方向发展。
(1)充分利用迅速发展的电子和计算机技术,采用数字式伺服系统,利用微机实现调节控制,增强软件控制功能,排除模拟电路的非线性误差和调整误差以及温度漂移等因素的影响,这可大大提高伺服系统的性能,并为实现最优控制、自适应控制创造条件。
(2)开发高精度、快速检测元件。
(3)开发高性能的伺服电机(执行元件)。目前交流伺服电机的变速比已达1∶10000($0.1000),使用日益增多。无刷电机因无电刷和换向片零部件,加速性能要比直流伺服电机高两倍,维护也较方便,常用于高速数控机床。
------------------------------
机器视觉技术资料汇总——让机器视觉产品设计练就慧眼神通!

接下来为大家介绍在工业中伺服系统的几种设计方案,以供参考。
基于MSP430($2.0250)的变频伺服系统设计
近年来,伺服系统的发展始终以稳定性、响应性与精度为发展主轴,这也是用户在使用过程中最为看重的几大因素。在机床伺服系统、机器人控制系统、雷达天线控制系统等场合大都由直流伺服电机和直流伺服控制器来完成控制。在这些控制领域中,主要以负载的位置或角度等为控制对象的伺服控制系统。随着变频器技术的高速发展,在伺服系统中交流变频传动因其功率因数高、反应速度快、精度高、适合在恶劣环境中使用等优点得到了越来越广泛的应用。本文提出一种基于高性能单片机MSP430($2.0250)F149、变频器、变频电机组成的数字式变频伺服系统,并将数字PID算法引入到此系统中,使系统获得了良好的系统静、动态性能。
1变频伺服系统的功能
为达到变频伺服系统的运行可靠、良好的静态以及动态的性能要求,其功能如下:
1)精确的伺服控制功能
高精度、高速度、大功率是伺服系统的发展趋势,系统采用高速单片机作为核心控制器,对变频器进行控制,使伺服系统的控制达到更高的精度。
2)通信功能
单片机与上位机之间必须确保通信的正常与正确,单片机将接收到来自上位机的控制命令与采样到的反馈信号相比较得到偏移控制量,只有得到相应的偏移量,单片机才对变频器输出相应控制信号。
3)反馈量精确采集功能
反馈量采集的精确度直接关系到控制精度,系统采用变M/T方法对伺服电机进行转速采样,采样精度较M法、T法更加精确,从而确保了更加精确的控制。
2系统硬件设计
系统以单片机MSP430($2.0250)F149为核心控制器[2],集成变频器、变频电机、采样编码器以及PC上位机组成。其系统原理框图如图1所示。
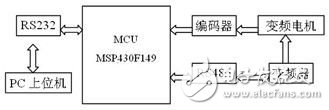
图1 系统框图
其控制过程为:单片机MSP430($2.0250)F149控制协调系统各功能模块工作;PC上位机通过串口UART0将控制信号传输给MSP430($2.0250)F149,单片机通过对反馈信号采样后进行处理,将处理后的数据与来自上位机的控制信号相互比较,得到误差量,再将误差量经过相应的运算得到伺服系统控制量;MSP430($2.0250)F149将得到控制量通过串口UART1直接转换成RS485($49.9800)信号输出至变频器,变频器根据接收到的控制信号产生变频变压的电源信号以驱动电机完成期望动作;同时上位机通过MSP430($2.0250)F149的串口UART0获取变频电机的速度、系统参数等形成打印报表,为操作人员良好人机操作界面。
2.1单片机单元
MSP430($2.0250)F149是变频交流伺服系统的核心控制器,完成系统控制信号与测量信号的传递及复杂的控制决策,协调各模块进行工作,操作控制指令的接收与识别。此单片机是一种超低功耗微控器,采用16位的体系结构,16位的CPU集成寄存器和常数发生器,实现了最大化的代码效率。包括2个内置16 位的定时器、一个快速12位A/D转换器,两个通用串行同步异步通讯接口和48个I/O端口,片内包含60KFLASHROM和2KBRAM。本设计是实时控制系统,需对数据进行实时采集和传输。MSP430($2.0250)F149中60KFLASH存储器可满足系统程序对烧录存储空间的需要,内部数据RAM(2K)保证了数据实时采集、处理和传输,48个数字外设端口方便地实现了与外围器件的数据传输与控制,16位的体系结构保证了系统能够完成复杂的控制决策,而双串口UART则满足了控制器与上位机及变频器的实时通信需要。
2.2光电编码器及变M/T测速MSP430($2.0250)F149内部实现
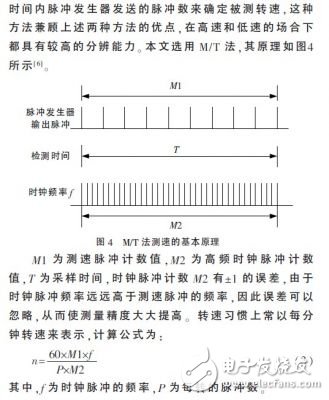
伺服系统的精度控制主要取决于电机转速信号的测量精度,本系统采用增量式光电编码器作为电机转速为检测元件。比较常见的电编码器测速方法有M 法、T法和M/T法。M法是在规定时间间隔内,测量光电编码器输出的脉冲数量来获得被测电机转速的速度值,适合高速测量场合。T法测量是测量相邻两个脉冲间隔时间来确定被测电机的转速速度的方法,此方法在高速场合测量时精确度性较差,因此一般只适用于低速测量的场合。M/T法是通过同时测量检测时间和在此检测时间内所发生的脉冲数来确定转速。在整个速度范围内有着较好的测速精度,但在低速时随着频率的降低,需要较长的测量时间,无法满足伺服系统的快速动态响应性能指标[2]。近年来变M/T测速方法逐渐被使用,是指在测速过程中,不仅检测光电编码器脉冲M1和高频时钟脉冲M2随电机转速不同而变化,而且检测时间Tg也在变化,它始终等于光电编码器M1个脉冲周期之和(测速原理如图2所示)。Tg的大小由高频时钟脉冲M2计取,则电机速度计可由以下公式确定 [3]。

式中:M1为预置脉冲数;M2为高频时钟脉冲数;fc为高频时钟频率;λ为光电编码器倍频系数;P为光电编码器线数。
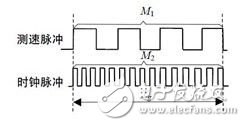
图2 变M/T法测速原理
在电机低速运行时变M/T法的检测时间Tg明显比M/T法检测时间要短,由此可见用变M/T法转速测量能够满足控制系统对转速测量的精度及实时性的要求。
利用MSP430($2.0250)F149内部定时器A和B可以完成对电机转速的变M/T法的测量,可以简化外围电路的设计,减小了系统功耗。定时器A对外部光电编码器脉冲进行计数,定时器B对系统内部高频时钟进行计数;定时器A工作于16位计数方式,将测量值M1装入定时器A的寄存器内,在定时器A计数达到 M1个脉冲时,定时器产生中断,程序读取定时器B的计数值M2,由于M1已知依据式(1)可快速而准确计算出电机转速。
2.3变频器
变频器是整个伺服系统的主要执行元件。其工作原理是:在主电路中采用交直交变换方式将220V、50Hz的交流电通过整流器变成平滑直流,然后通过半导体IGBT组成的三相逆变器,将直流电变成可变电压、可变频率的交流电。其变频控制方式主要有V/F控制、空间矢量控制(VC)及直接转矩控制(DTC)方式。V/F变频控制方式在低速时因定子电阻和逆变器死区效应以及变频器低压导致的转矩受定子电阻压降影响较大等原因而使系统性能下降、稳定性变差,从而只适用于转速变化范围小机械特性要求不高的场合。空间矢量控制(VC)方式由于在实际应用中转子磁链难以准确观测,系统特性受电动机参数的影响较大导致实际的控制效果难以达到理想水平。而直接转矩控制(DTC)则摒弃了矢量控制中复杂的解耦运算,直接在定子坐标系下分析交流电动机的数学模型来控制电动机的磁链和转矩,简化了主电路、提高了系统的可靠性,从而适用于转速和负载变化范围较大的场合[4-5]。
综上,本伺服系统采用台达VFD-V型高频变频器。其内含PID反馈控制及V/F、向量控制和转矩控制等多种控制方式(系统采用转矩控制方式),并且零速转矩可达150%以上,保证了系统具有良好的静态性能。
3系统软件设计
为方便系统维护与升级,系统软件设计采用模块化程序结构,主要有主程序、电机伺服中断服务程序、测速服务子程序等组成。
3.1主程序
主程序在完成系统初始化后,进入上位机通信查询及显示子程序循环,等待中断的发生,电机速度采集采用定时中断方式来实现。主程序流程图如图3a所示。
3.2电动机伺服中断程序
变频电机伺服中断程序由MSP430($2.0250)F149内部定时器A完成中断并且执行,电机控制中断程序流程图如图3b所示。
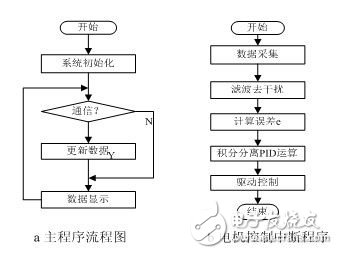
图3 程序流程图
3.3数字PID调节器设计
在数字PID调节控制系统中,加入积分校正后,系统会产生过大超调,这是伺服系统所不允许的[6-7]。为减少超调对控制系统动态性能的影响,需要在电机伺服过程中的启动、停车或大幅度偏离给定时采用积分分离PID控制算法,只加比例、微分运算取消积分校正。而当被控制量接近给定值时,才使用积分校正以消除静态误差。为减少超调量,提高系统的稳态控制精度,使系统拥有较高的控制品质本伺服系统引进积分分离PID控制算法。具体算法实现如下:
(1)根据实际情况,设定阀值&epsilon($164.9500);》0。
(2)当 时,采PD控制,避免系统过大超调,同时使系统有较快响应速度。
时,采PD控制,避免系统过大超调,同时使系统有较快响应速度。
(3)当 时,采用PID控制,可保证伺服控制的精度。
时,采用PID控制,可保证伺服控制的精度。
控制算法公式:

4 结束语
本文设计的交流变频伺服系统将新一代高速单片机MSP430($2.0250)F149与台达转矩控制变频器VFD-V型相结合,基于上位机通讯方式进行控制,提高了系统的可控性能及稳定性,以单片机代替了传统的PLC控制,并与上位机联动进行系统参数调节,实现了良好的人机人机交互平台,同时降低了系统的开发成本以及周期,并在实际应用中取得良好的控制精度及可靠性能,为伺服系统设计开发提供了更好的系统解决方案。
用可编程模拟器件实现直流伺服电机的速度控制
1 引 言
直流伺服电机具有响应快、低速平稳性好、调速范围宽等特点,因而常常用于实现精密调速和位置控制的随动系统中,在工业、国防和民用等领域内得到广泛应用,特别是在火炮稳定系统、舰载平台、雷达天线、机器人控制等场合。尽管交流伺服电机的发展相当迅速,但在这些领域内还难以取代直流伺服电机。
传统的直流调速系统包含2个反馈环路,即速度环和电流环,采用测速机、电流传感器(霍尔器件)及模拟电子线路实现速度的闭环控制。现代数字直流伺服控制则采用高速数字信号处理器(DSP),直接对速度和电流信号进行采样,通过软件实现数字比较、数字调节运算(数字滤波)、数字脉宽调制等各种功能,从而实现对速度的精确控制。二者相比,模拟调速系统结构简单、成本低、可靠性高,但调试较复杂,因为其电路参数的修改往往需要硬件上的改动;而数字调速系统结构复杂、成本高,但是调速精度很高、调试过程也较容易,调速系统的性能可以由软件进行控制。
本文介绍一种方法,介于模拟调速及数字调速二者之间,即采用可编程模拟器件(ispPAC10)实现模拟调速系统,系统的电路参数可以通过软件进行调整,并且可以对建立的系统模型进行仿真。采用这种方法对原有的直流调速器一种CCD相机的自动变焦系统进行改进,取得了很好的效果。
2 模拟直流调速系统的组成和工作原理
模拟调速系统一般是由2个闭环构成的,既速度闭环和电流闭环,为使二者能够相互协调、发挥作用,在系统中设置了2个调节器,分别调节转速和电流。2个反馈闭环在结构上采用一环套一环的嵌套结构,这就是所谓的双闭环调速系统,他具有动态响应快、抗干扰能力强等优点,因而得到广泛地应用。图1是系统的结构框图,其中ASR,ACR分别是速度和电流调节器,通常是由模拟运放构成PI或PID电路;信号调理主要是对反馈信号进行滤波、放大。考虑到直流电机的数学模型,模拟调速系统动态传递函数关系如图2所示。
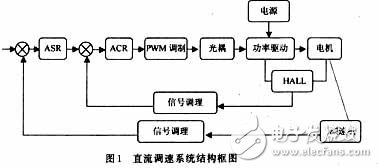

以速度调节器ASR为例,其线路原理如图3(a)所示,其中Zin(S)表示输入网络的复数阻抗,Zf(S)表示反馈网络的复数阻抗。

这样: 
即调节器的传递函数等于反馈网络与输入网络复数阻抗之比。所以,改变Zf(S)和Zin(S),就可以获得所需要的传递函数,以满足系统动态校正的需要。图3(b)所示的PI调节器,其动态结构如图4所示。
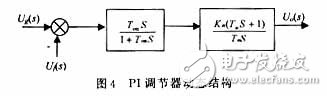
其中: 
在模拟调速系统的调试过程中,因电机的参数或负载的机械特性与理论值有较大差异,往往需要频繁更换R,C等元件来改变电路参数,以获得预期的动态性能指标,这样做起来非常麻烦,如果采用可编程模拟器件构成调节器电路,系统参数如增益、带宽甚至电路结构都可以通过软件进行修改,调试起来就非常方便了。下面以图3所示PI调节器为例,说明如何应用可编程模拟器件—ispQAC10实现模拟调节器电路。
3 实现方法
3.1 ispPAC10简介
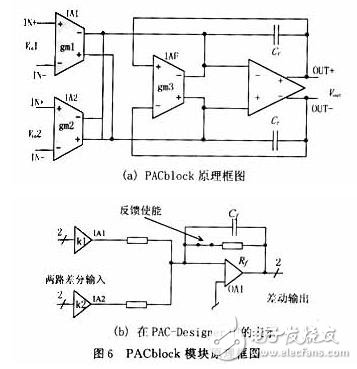
ispPAC10是Lattice公司生产的一种在系统可编程模拟器件,采用非易失性E2CMOS工艺,其内部的模拟部件块“PACblocks”无需外接电阻、电容等元件,便可代替传统的模拟电路,如运算放大器、滤波器等;通过软件编程,可实现电路的设计和修改,极大地缩短了开发、调试周期,具有很高的性能价格比。Lattice公司为开发ispPAC10而提供的集成软件包PACDesigner功能强大、易学易用,可以在网上下载。 ispPAC10内部包含4个模拟部件块—内部结构如图5所示。

PACblock电路原理图如图6(a)所示,图6(b)是PAC-Designer软件包中PACblock的表示。
其传递函数关系如下:

这样,式(3)还可以写成如下形式:
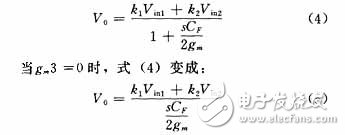
通过式(4)、式(5)以及图6(b),可以看出PACblock模块具有比例、求和、积分、滤波等基本运算功能,而1片ispPAC10包含4个PACblock模块,每个模块都有2组差动输入、1路差动输出。
将这4部分适当地连接,便可形成较复杂的模拟电路。
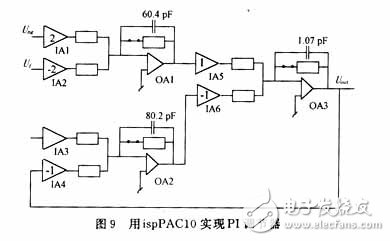
3.2 ispPAC10实现调节器电路
以图(3)所示具体电路为例,设R0=10 kΩ,C0=0.15μF,Rf=40 kΩ,Cf=0.5μF,其传递函数如图7所示。
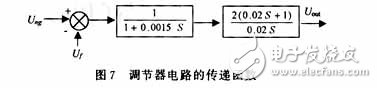
为了用ispPAC10实现上述结构,需将其变成图8所示的形式。
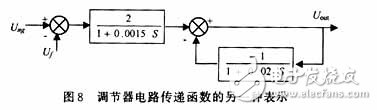
现在可以用ispPAC10直接实现上述调节器,具体电路如图9所示,其中运放的增益、电容的取值是通过软件PAC-Designer设定的。
4 结 语
用可编程模拟器件可以很方便地设计、实现模拟电路。用他设计模拟调速电路,电路的参数、结构都可以通过软件进行调整,使调试过程变得非常简单。需要注意的是这一类器件工作电压一般不超过5 V,ispPAC10工作电压为+5 V,因此输入信号不能太大,目前还只能用于小信号模拟电路中,尽管如此,其发展前景仍然非常诱人。
基于DSP的无刷直流电机伺服系统设计
引言
无刷直流电机(简称BLDCM)是一种用电子换向器取代机械电刷和机械换向器的新型直流电动机,具有结构简单,调速性好,效率高等优点,目前已经得到广泛应用。TMS320F2812($18.5250)数字信号处理器是TI公司最新推出的32位定点DSP控制器,器件上集成了多种先进的外设,具有灵活可靠的控制和通信模块,完全可以实现电机系统的控制和通信功能,为电机伺服系统的实现提供了良好的平台。本文设计了以高性能TMS-320F2812DSP 芯片为核心的无刷直流电机伺服控制系统。
1 伺服控制系统硬件构成及其工作原理
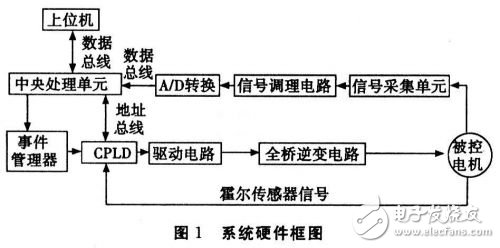
系统硬件框图如图1所示。
1.1 控制电路
控制电路是以F2812为核心,另外还包括位置编码、数据采集、数据通信等功能模块和部分外围电路及数据接口,其主要功能是实现对被控对象位置信息的采集和处理,速度反馈信息的接收和处理,位置、速度的闭环控制。F2812片内具有12位的AD转换器,但为提高伺服系统运动的精度,在DSP外围扩展了两片 6路16位的AD转换芯片,用来采集反馈信号以及输入的运动指令信号。
系统设计同时采用DSP和CPLD以提高电路的可行性。DSP所起到的作用主要是根据反馈的位置,速度信号,结合电机的运动方向和运动速度,利用 F2812片上的电机控制专用外设EVA,通过数字I/O口输出1路与电机运动相对应的PWM波。CPLD根据输入的PWM信号,控制信号和数字信号组成的换相时序信息输出对应大小和对应时序的相电压,从而驱动电机做相应的运动。
1.2 信号采集以及调理电路
该电路对各种传感器信号及电流电压信号进行采集并处理。包括采样的电流电压反馈信号,给定的控制信号等模拟量信号,以及霍尔传感器的输出等开关量信号,经调理电路处理后,使其幅值及电平可以满足DSP控制器的要求。
本系统使用AD7656($15.3360)对采集来的模拟信号进行模数转换。F2812的GPIOA0口与74ACl6373的使能端相连,用于使能锁存器,GPIOAl与 CONVSTX相连,用来启动6路A/D的同时转换。GPIOA2连接BUSY信号,AD7656($15.3360)转换结束后,BUSY信号变低,DSP以查询方式接收 AD数据。74ACl6373用于锁存AD转换后的16位数据,74LSl38用于将DSP地址线译码与AD7656($15.3360)的片选信号相连。
1.3 驱动电路
电机的驱动电路由驱动芯片IR2130($5.6212)和三相全逆变电路构成。功率驱动电路采用+15 V供电,驱动芯片IR2130($5.6212)内置了2.5 μs的死区时间,防止统一桥臂的上下两个MOSFET同时导通。当系统出现欠压,过流时,IR2130($5.6212)启动内置的保护电路锁住后面的PWM输出,保护系统电路。IR2-130的输入信号是由CPLD解算而得的6路PWM波,经过光耦隔离后送入IR2130($5.6212),输出信号送MOSFET驱动无刷直流电机。在三相逆变电路中,六个功率器件起绕组开关作用,采用两两通电,三相六状态方式,每一个瞬间有两个功率管导通,每隔1/6周期(60°电角度)换相一次,每次换相一个功率管,每个功率管一次导通120°电角度。
2 伺服系统的控制策略
本系统是通过电流、速度、位置三闭环结构实现系统控制的,其中电流环和速度环是内环,位置环是外环。
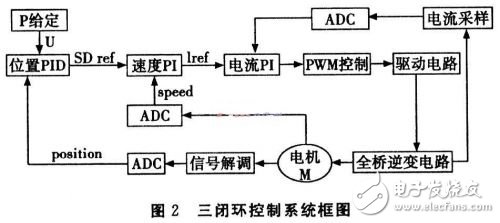
图2是无刷直流电机控制系统框图,在系统中设置了速度PI调节器和电流PI调节器,分别调节电机的转速和电流,两者之间是串级连接。给定的位置信号U与反馈的位置信号position经过位置PID调节后得到速度的参考值SDref。根据两次捕获的时间可以计算出电机运行的速度speed,此速度作为速度参考值的反馈量,经过速度PI调节后可以得到参考电流Iref,通过电流检测电路可以得到电流的反馈量I,再经过电流PI调节,最后得到的调节量用来控制 PWM的占空比,即把速度调节器的输出当做电流调节器的输入,再以电流调节器的输出去控制PWM装置。
2.1 电流环控制
电流环是通过电流反馈控制使电机电枢电流线性受控,可达到电机输出力矩的线性控制,并使其动态范围响应快,安全性提高。
在实际应用中,为加快系统响应速度,减轻DSP负担,采用模拟实现方法。将电阻串联在电枢回路上,同时起到一个功率变换电路的过电流保护作用。通过电流反馈控制使电机电枢电流线性受控,可达到电机输出力矩的线性控制,并使其动态范围响应快,安全性提高。
电流环设计中,电流调节器选用PI调节器;限幅器可以和电流调节器做在一起,限幅值由PWM功放输入范围确定;PWM功放选用专用集成电路;滤波保护网络采用LC网络提高EMC水平,二极管网络保护PWM功放选;电流调节器选用PI调节器;采样电阻选用O.1Ω,如果所选PWM功放具有电流测量端子,也可以直接读出电机电流值。
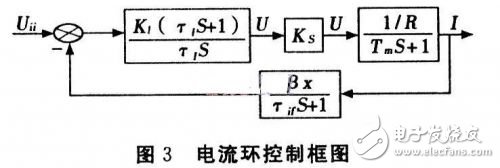
图3为电流环控制框图,R-电机电枢电阻,Tm-电机时常数。Ks-功率放大器电压放大系数。电流环设计的参数:PI调节器,一阶无静差;输出最大电流≥0.63 A,反馈系数为15.873;带宽≥30 Hz;τi选为电机等效时常数。
2.2 速度环控制
速度环是位置环的重要内环路,速度闭环可改善控制对象的线性度,提高速度控制精度,改善电网电压等对电机转速的影响,提高抗干扰能力,改善系统性能。
转子旋转一周的时间内,霍尔传感器输出3路180°的交叠信号,电动机每转动60°就有一次换相,只要检测两次换相的时间间隔就能计算出电机的速度。
2.3 位置环控制
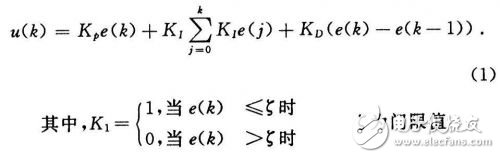
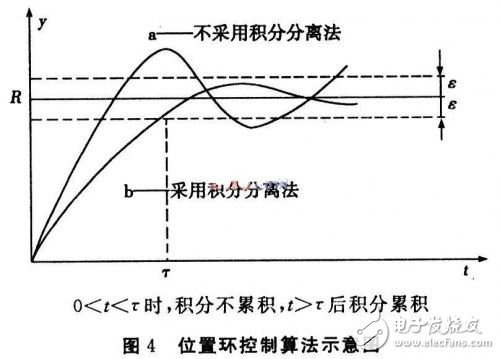
位置环是通过安装在电机转轴上的电位器实现闭环的控制环路,位置环路的控制对象是电流环和传动机构。由电位器测得的电压信号经过信号解调和AD转换得到位置反馈信号。由于位置环具有很大的不确定性,加之被控对象的非线性以及系统参数的时变性等,为了减小电机在运行过程中积分校正对系统动态性能的影响,本系统对位置环采用积分分离的PID算法。如图4所示,积分分离法是在误差量较大时,不进行积分,直至误差达到一定值之后,才在控制量的计算中加入积分累积。算法为:
3 系统软件实现
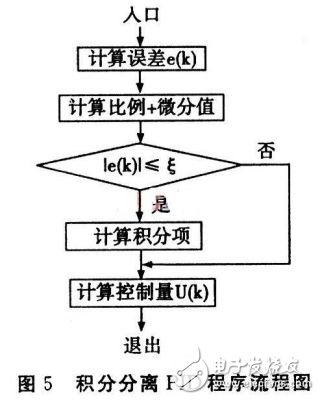
伺服控制系统的软件采用模块化设计,使软件组织灵活有序,便于调整、修改和移植。DSP程序主要由主程序,信号采集与输出程序,PID 算法程序,串口通信程序,滤波程序等组成。主程序首先是DSP的初始化,包括设置系统时钟、定时器、系统状态寄存器、设置IO端口。然后初始化中断设置,确定系统所需要用到的中断类别及中断子程序,再设置事件管理器,产生PWM波。图5为积分分离的PID程序流程图,用积分分离的改进算法效果较好,程序简单。
4 结束语
本文设计了一种基于TMS320F2812($18.5250)DSP的无刷直流电机伺服控制系统,采用积分分离的PID控制算法,根据偏差,对不同情况进行不同的PID控制,并对系统的硬件设计以及控制算法进行了研究。试验结果表明,系统响应快,性能稳定,能较好的满足伺服系统的控制性能要求。
基于DSP的高精度伺服位置环设计方案
机床是装备制造业的母机,也是装备制造业的引擎。我国“十一五”发展规划明确规定:国产数控机床国内市场占有率要达到60%,高端产品与国际先进水平的差距缩小到5年以内。
作为数控机床的重要功能部件,永磁同步电机伺服驱动装置是数控机床向高速度、高精度、高效率迈进的关键基础技术之一。随着新的微处理器、电力电子技术和传感器技术在伺服驱动装置的应用,伺服驱动器的性能获得极大的提高。如日本的安川公司利用新的微处理器,以及通过扩充新的控制算法,速度频率响应提高到了1.6kHz,具有自动测定机械特性,设置所需要的伺服增益功能,实现了“在线自动调整功能”;发那科公司的新一代驱动器则采用了1600万/转的高分辨率的编码器,高精度电流检测,实现了高速、高精度的伺服HRV(高响应向量)控制算法,伺服电机的最大控制电流减少50%,并减少电机发热17%,使得伺服驱动装置可以获得更高的刚性和过载能力。国内在高性能伺服驱动技术方面,与国外名牌企业仍存在较大的差距,已成为制约我国发展中高档数控系统产业的 “瓶颈”问题。
针对旧产品的信号处理时间长,电流与位置信号检测精度低的不足,本系统以TMS320F2812($18.5250) DSP为控制器,缩短了信号处理时间且提高电流采样精度;位置检测用多摩川的TS5667N120 17位绝对式编码器以提高了位置检测精度。系统在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。
系统硬件设计
系统硬件以 TMS320F2812($18.5250)DSP控制器、三菱公司的IPM功率模块、多摩川公司的TS5667N120 17位绝对式编码器为主要功能部件,硬件系统框图如图1所示。
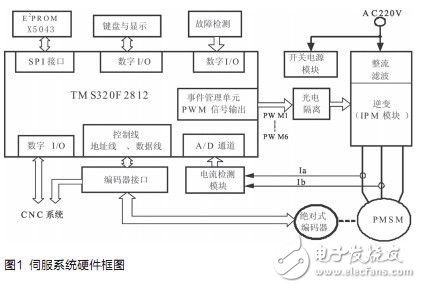
图1中TMS320F2812($18.5250) DSP为控制核心,接收来自CNC、编码器接口、电流检测模块和故障信号处理模块的信息,完成对永磁同步电机控制和故障处理。光电隔离模块作为电子电路与功率主电路的接口,将DSP发出的SVPWM信号送入IPM模块,完成DC/AC逆变,驱动电动机旋转。编码器接口将绝对式编码器所记录的永磁同步电动机的磁极位置、电动机转向和编码器报警等信息送往DSP,同时将永磁同步电动机的位置信息送往CNC。电机相电流经电流检测模块量测、滤波、幅度变换、零位偏移、限幅,转化为0~3V的电压信号送入DSP的A/D引脚。功率主电路的过压、欠压、短路、电源掉电和IPM故障等信号经故障检测模块检测与处理后,送入DSP的I/O端口。键盘与显示模块是控制器的人机接口,用以完成控制参数的输入,运行状态与运行参数显示。存储器模块用以存储控制参数与系统故障信息。
系统软件设计
按任务划分,系统软件由任务与任务管理模块构成,任务管理模块对人机接口、控制算法、加减速控制、故障处理等四个任务进行调度管理。控制算法主要包括:调节器控制算法、矢量控制算法和数字滤波器算法等。
按照结构化程序设计方法,遵循“功能独立”的原则,将系统软件划分为主程序模块和矢量控制程序模块两大部分,各部分又划分为若干子模块,以利于软件设计、调试、修改和维护。矢量控制软件设计采用典型的前后台模式,以主程序作为后台任务,中断服务程序作为前台任务。根据矢量控制算法的特点,中断服务程序只处理实时性高的PWM控制子程序,把系统的一些测量、键盘处理和显示等一系列实时性不高的任务放到后台任务。
主程序是软件的主体框架,其工作过程是:系统上电复位后,依次对片内外设进行初始化、从E2PROM中读出控制参数、LED显示初始信息。初始化完成后,主程序循环执行LED显示、键盘处理和参数计算与保存。
PWM中断服务。在PWM中断到来时,首先读取编码信号,进行角度和速度计算,接着进行A/D采样并执行clark和park变换,然后进行PI调节、反park变换,最后进入空间矢量模块,产生PWM信号。
控制器算法
系统采用三环控制结构,电流环、速度环采用PI控制,位置环采用比例加前馈补偿控制。
PID控制算法
PID控制算法是控制中最常用的算法,对于大多数的控制对象采用PID控制均能达到满意的效果。为防止PID调节器出现过饱和,系统采用带退饱和的PID控制器,如图2所示。
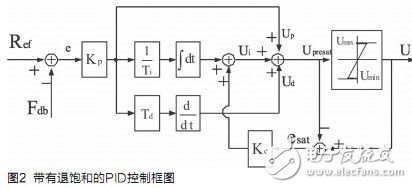
离散PID控制算法如下:

式中, 为饱和前的输出,KP为PID控制的比例增益,Ti为PID控制的积分时间常数,Td为PID控制的微分时间常数,Kc为退饱和时间常数。
为饱和前的输出,KP为PID控制的比例增益,Ti为PID控制的积分时间常数,Td为PID控制的微分时间常数,Kc为退饱和时间常数。
位置控制器的控制算法
位置控制器采用比例加前馈控制结构,如图3所示,其中Gm为电机的传递函数,Gspd为速度环的传递函数,Gpos为位置环的传递函数,Fpos为位置前馈控制器传递函数。

系统的传递函数为:

当Fpos(s)=1/(Gspd(s)Gm(s))时,H(s)=1,则可使输出完全复现输入信号,且系统的暂态和稳态误差都为零。其中当速度调节器采用PI控制时,在位置环的截止频率远小于速度环的截止频率时,速度环可等效为一个惯性环节,电机可等效为一个积分环节,于是Fpos(s)可以看成加速度前馈和速度前馈两部分[5],其中:位置前馈中加速度项差分方程:

式中R(k)为第K个采样周期中的位置给定信号;Yaf为第K个采样周期中加速度信号的输出,Kaf为加速度前馈比例系数。
位置前馈中速度项差分方程:

式中R(k)为第K个采样周期中的位置给定信号;Yaf为第K个采样周期中速度信号的输出,Ksf为速度前馈比例系数。
相应的位置环P的差分方程:

式中R(k)为第K个采样周期中的位置给定信号;C(k)为第K个采样周期中的位置反馈信号,Ye为第K个采样周期中位置环信号的输出,Kc为位置环比例系数。
绝对式编码器通信程序
绝对式编码器与DSP的接口采用CPLD作为接口芯片。CPLD的程序采用VHDL语言编写,程序结构如图4所示。此电路完成串行输入数据到并行输出数据的转换,以及并行输入数据到串行输出数据的转换。
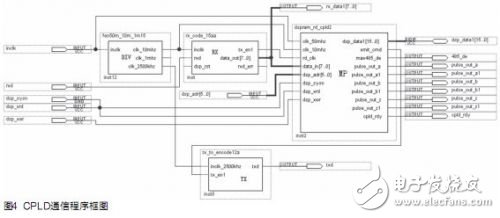
图4中,模块DIV为时钟分频器,TX模块接收来自微处理器接口模块MP的8位并行数据,并通过端口DOUT将数据串行输出到RS-485($14.5000)端口。反过来,RX模块接收串行数据输入,并以8位并行格式发送至MP模块,MP模块同时将接收到的位置信号转成脉冲形式输出,实现与CNC的连接。
实验结果分析
本设计,应用虚拟仪器技术设计出实验测试平台,记录实验测试结果。虚拟测试平台配置如下:软件NI LabVIEW 8.0,硬件NI M系列多功能数据采集卡PCI-6251,16、NI 计数器/定时器PCI-6602。
图5给出了加工过程中的速度波形。图5表明,系统的加、减速时间小于200ms($1.2528);无位置超调;稳定时,速度波动小于0.1转。速度频率响应:大于 300Hz;速度波动率:小于±0.01%(负载0~100%)、0(电源±10%);调速范围:0.1rpm~3000rpm;回转定位精度:1个脉冲。
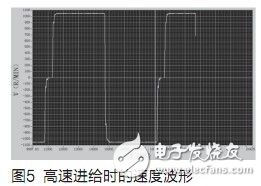
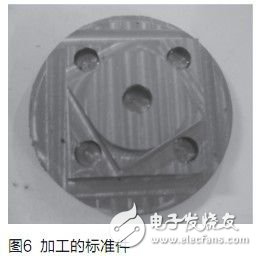
图6给出了驱动器配国产某品牌加工中心的机械加工结果。实验测试数据:上表面表面粗糙度Ra1.6μm;侧面(即测量面)的粗糙度Ra3.2μm。
结语
针对数控机床进给控制,采用磁场定向控制与前馈补偿控制,以 TMS320F2812($18.5250)DSP 控制器、IPM功率模块、TS5667N120 17位绝对式编码器为主要功能部件,设计出的永磁同步电机伺服驱动控制器,在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。
基于DSP的稳定平台伺服系统的设计研究
在伺服电机和伺服驱动器组成的高性能稳定平台伺服系统中,需要实时地获得伺服电机的转角和转速信息,高速高精度的传感器以及相应的外围电路设计是必不可少的。由于单片机自身资源的局限性,难以满足现在伺服系统高精度、高运算率以及快速实时性的要求。在稳定平台伺服控制系统中,DSP已经逐渐取代单片机,成为主流芯片。本设计采用TI公司的32 bit浮点型DSP芯片TMS320F28335($18.5250),其工作时钟频率高达150 MHz,具有强大的运算能力,能够实时地完成复杂的控制算法。片内集成了丰富的电机控制外围部件和电路,简化了控制电路的硬件设计,提高了系统的可靠性。
本研究采用DSP的新型开发板ICETEK-F28335-A,配合使用其中的EQEP模块和光电编码器设计了测量伺服电机转速的解决方案,同时利用该开发板上的数模转换(D/A)模块,经过电压转换放大完成对伺服电机转速的控制,实现了对稳定平台伺服电机控制的闭环系统。实践表明,该系统有功耗低、成本低和结构简单的优点,同时具有高精度、高分辨率以及快速实时性的特点,使稳定平台伺服系统达到了较好的控制效果。
1 稳定平台的伺服系统结构
稳定平台应用的主要技术是伺服控制技术,本系统实现了对松下伺服MINAS A系列伺服电机进行速度控制,其主要由松下伺服MINAS A系列的伺服驱动器、伺服电机、相应的光电编码器、TMS320F28335($18.5250)运动控制开发板、相应的ICETEK-5100USB仿真器以及实现闭环过程必需的外围电路组成。伺服系统的结构如图1所示。
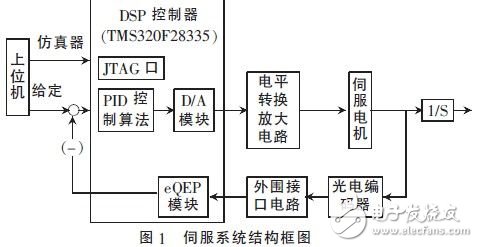
稳定平台的伺服系统实现速度闭环过程为:DSP控制器根据上位机给定的速度命令值减去速度反馈值算出电机速度的误差值,经过驱动单元的数字滤波器(调节算法)产生电机速度的控制信号,即D/A模块产生模拟量电压,经过电平转换到能够对伺服电机进行控制的电压范围,从而实现对伺服电机的转速控制。其中,反馈值是根据增量式光电编码器反馈的正交脉冲信号,经过光耦隔离、整形,将反馈信号提供给TMS320F28335($18.5250)的eQEP模块。采集脉冲信号根据M/T计数方法计算出电机转速,反馈给上位机,实现自动控制,从而使稳定平台能够隔离载体运动建立稳定基准面[1]。电源模块将开关电源提供的+5 V电压变换为+3.3 V为系统供电[2]。
2 伺服系统的硬件设计
2.1 TMS320F28335($18.5250)的eQEP模块
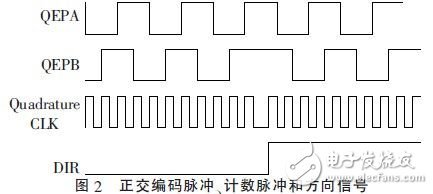
TMS320F28335($18.5250)的eQEP模块为增强型的正交解码模块,主要应用于运动控制系统中,它提供了编码器的直接接口,通过eQEP模块可以得到电机的位置、方向和速度信息。TMS320F28335($18.5250)中提供4个引脚信号经GPIO复用器进入到eQEP内部的正交解码模块, QDU(正交解码单元)对接收到的编码器的正交脉冲信号进行方向和脉冲的解码,解码之后得到4倍频的位置脉冲信号和方向信号,送到位置计数器中进行脉冲计数。设置编码器控制寄存器QDECCTL为正交计数模式,观察状态寄存器QEPSTS中的正交方向标志位来观察旋转方向,顺时针时进行增计数,逆时针时进行减计数。通过程序读取该位置计数器QPOSCNT的值就可以得到电机实际位置信息,通过该位置信息就可以与给定位置信息进行闭环控制。此外,还可以通过 QCAP模块来计算电机的速度信息[3]。正交编码脉冲、定时器计数脉冲和计数方向时序逻辑如图2所示。
2.2 光电编码器和TMS320F28335($18.5250)的接口电路
伺服系统的编码器信号是从伺服驱动器上输出的差分信号,而DSP需要的是TTL信号,因此在采集前需要对编码器输出的信号OA+、OA-、OB+、 OB-、OZ+和OZ-进行转换,本系统利用AM26LS32($0.3125)芯片进行差分信号的接收[4],接收后的输出信号为A、B和Z 3路信号,其中A、B信号相位差为90°。光电编码器输出的信号经过光电隔离、整形之后送到DSP eQEP模块的相应引脚,其接口电路如图3所示。其中,6N137($0.2160)是高速光耦芯片,实现数字信号和模拟信号的隔离;74HC14($0.0625)是高速CMOS反相器,实现对输入脉冲信号的整形。图3只给出了光电编码器输出的OA+、OA-两路信号的光电隔离和整形,光电隔离和整形后的信号送到TMS320F28335($18.5250)外设引脚的EQEP1A、EQEP1B和EQEP1I,进行正交解码。
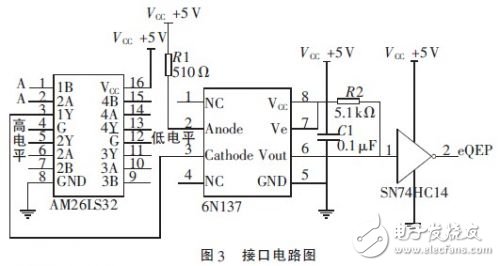


由于DSP开发板输出阻抗较大,有分压导致衰减损耗严重,因此放大电路前需加一个电压跟随器,起到阻抗匹配作用,从而使后级放大电路能够更好地工作。
3 伺服系统的软件设计
系统的软件调试与开发均采用针对TMS320F28335($18.5250)的CCSV3.3版本。TI公司为用户提供的软件开发工具CCS(Code Composer Studio)提供了可视化窗口,将所有代码生成工具集成在一起,用户的一切开发过程都在CCS中进行,包括项目建立、源程序的编辑、程序的编译和调试,此外,CCS还提供了实时操作系统DSP/BIOS,极大地方便了调试和开发。本系统的DSP程序主要分为主程序和中断服务程序两个模块。主程序模块 [10]主要实现各个功能模块的初始化、内存变量的定义和中断矢量的声明等工作。中断程序模块主要实现相关寄存器的设置、读取和锁存eQEP模块的脉冲计数、检测电路的反馈以及控制算法的程序等工作,其软件流程如图6所示。
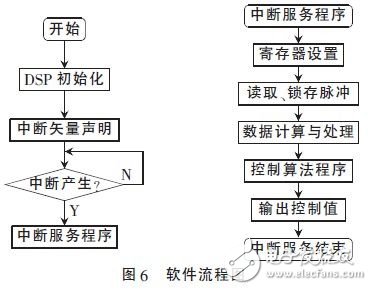
本文提出了稳定平台伺服系统的设计,利用DSP芯片TMS320F28335($18.5250)的eQEP模块对光电编码器的脉冲信号进行解码和计数,求得伺服电机的角度和速度信息,从而与上位机给定值进行比较,通过调节算法使D/A模块产生电压信号对伺服电机进行速度控制。研究表明,该设计具有较高的响应速度、稳定精度和较强的抗负载扰动能力,充分实现了稳定平台的高精度控制。同时,该系统具有较强的鲁棒性和自适应能力,验证了该方案的有效性,并为不同控制领域提供了高性能的数字解决方案。
一套高精度的交流伺服定剪系统的设计方案
在卷筒流水线的板带生产企业中,如扎钢、铝铂、卷筒纸等,其裁切系统,许多企业基本上还在沿用以前的直流或交流变频组成的闭环控制系统,其裁切精度虽能达到基本的要求,但往往不是很高,随着社会的发展,生产企业精益求精,对提高自身的品牌形象也日显重要。鉴于此,本文介绍了一款高精度的交流伺服定剪系统的设计方案。经验证,本方案所设计的这套系统,稳定性和精度都较以往有了大大的提高,在减少了损失的同时还满足了客户对产品越来越高的要求。
1系统设计原理

图1:康尔达公司的交流伺服定剪系统
假设要裁切的长度为S,主动辊的周长为L,主辊转过的圈数N(或者说角度),则S=LN,这是一个线性方程,也即S和N成正比,假设减带机齿轮的变比为 K,则可求出S和电机转过圈数X,S=L*X/K.此式说明S和X仍为一个线性方程,为此要取得需要的长度S,只需控制住电机转过的圈数。在原系统中采用变频器、PLC、编码器和高速计数模块来组成控制系统,其中PLC给定值(长度对应的脉冲量)送入变频器驱动电机运转,电机运转又带动编码器旋转产生脉冲,反馈回高速计数器送入PLC和原给定值比较,直到相等时停止电机的运行。实际使用中此系统虽然通过调整变频器的方式,引入第一、二加减速时间来减少电机的惯性,使电机在极慢速成爬行时停车。但此系统的精度仍不可能很高。其缺点:
(1)编码器和电机不同轴、不是一体;
(2)电机停车要用抱闸来刹车,而抱闸的快慢和力量对精度都将产生影响。而利用交流伺服系统后这两方面
2系统硬件设计
■操作台-由主令电器控制定尺系统的自动和手动,由8421编码的拨码开关提供所需要的裁切尺寸。
■PLC-采用FX1N-40MT,该PLC具有成本较低,且带有所需要的高速脉冲输出,一个PLC单元能同时输出2点100KHz脉冲,该PLC配备有 7条特殊指令,包括零返回、绝对位置读出、绝对或相对驱动以及特殊脉冲输出控制,抗干扰能力也较强,且编程方便,使用面广,采购方便。
■伺服电机和驱动器-伺服电机采用松下伺服电机MDMA202A1G,此电机带有同轴高精度的旋转编码器,该编码器为增量式2500p/r,分辩率:10000($0.1000);驱动器采用松下MDDA203A1A和伺服电机组成的系统具有很好的控制性能,此系统稳定性好,设置好参数后不用再人工干预,可靠性高,基本上不用维护,因此也不存在维护费用。
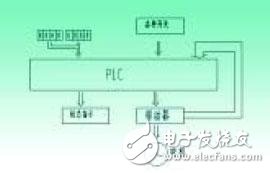
图2:控制系统硬件图
2控制系统软件
因采用的是三菱FX1N-40MT,用其附带的FXGP/WIN软件进行梯形图语言编程,非常直观,易理解,整个程序简洁,且与驱动器的通讯方便,只需较简单的接线便可完成。
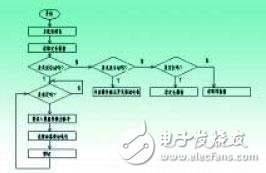
图3:程序设计框图
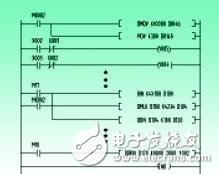
图4:程序测试图
3使用交流伺服的优点
■运转平稳,低速时也不会出现振动;
■控制精度高,交流伺服的控制精度由电机轴后端的旋转编码器保证;
■响应速度快,加减速时间均可在极短的时间内完成;
■能恒力矩输出,不受转速的影响;
■具有较强的过载能力;
■交流伺服驱动系统自身组成闭环,控制更可靠。
4结束语
本方案所设计的这套系统,稳定性和精度都较以往有了大大的提高,不仅减少了损失,而且还满足了客户更高的要求,经济效益显着。同时也为今后的推广积累了经验,再接下来的几年里我司相继更改了其他的流水线,较低的成本取得了很好的效果。后来也在同行中得到了认同和推广,后来上的线全部都采用了该类似的系统,而摒弃了原来的变频夹送方式。
基于CAN总线的多伺服电机同步控制
引言
在印刷机械行业中,多电机的同步控制是一个非常重要的问题。由于印刷产品的特殊工艺要求,尤其是对于多色印刷,为了保证印刷套印精度(一般≤0.05 mm),要求各个电机位置转差率很高(一般≤0.02%)。在传统的印刷机械中,以往大都采用以机械长轴作为动力源的同步控制方案,但机械长轴同步控制方案易出现振荡现象,各个机组互相干扰,而且系统中有许多机械零件,不方便系统维护和使用。随着机电一体化技术的发展,现场总线技术不断应用到各个领域并得到了广泛的应用。本文针对机组式印刷机械的同步需求,提出了一种基于CAN现场总线的同步控制解决方案,并得以验证。
1无轴传动印刷机控制系统的同步需求
机组式卷筒印刷机一般由给纸机组、印刷机组、张力机组、加工机组和复卷机组等机组组成。在传统的有轴传动印刷机中,动力源由异步电机通过皮带轮带动一根机械长轴(约10~20 m),然后通过长轴带动各机组的齿轮、凸轮、连杆等传动元件,再通过传动元件带动设备的执行元件完成设备的输入、输出任务。
卷筒印刷机要求印刷速度为300 m/min,套印精度≤0.03 mm,为了满足套印精度,要求在各个机组定位精度≤0.03 mm.在印刷机印刷过程中,要求各机组轴与机械长轴保持一定的同步运动关系,能否很好的实现各个机组轴的同步关系,将直接影响到印刷速度、套印精度等。其中,给纸机组、印刷机组要求与主轴转动速度成一定的比例关系,张力机组根据不同的印刷速度调整张力系数,加工机组需要与主轴保持凸轮运动关系,而复卷机组的运动规律,要求随着纸卷直径的增大而减小。
我们把机械长轴作为主轴(参考轴),各印刷机组轴为从动轴,如图1,各从动轴与主轴要满足同步关系θ1=f1(θ),θ2=f2(θ),θ3=f3(θ)…,其中,θ为主轴位置转角,θ1、θ2、θ3…为从动轴位置转角。
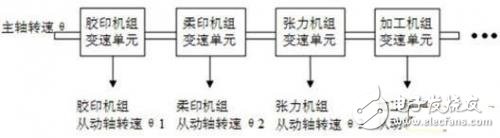
图1主从轴同步关系
2同步控制系统设计
考虑到印刷机中同步运动关系复杂,套印精度高、印刷机组点多、分散,多操作子站,印刷生产线长等特点,采用全分散、全数字、全开放的现场总线控制系统FCS,总线的选择选用CAN总线。
为了实现各个印刷机组的复杂同步关系,将主控制器和各个电机的伺服驱动器都挂接到CAN总线上,构成以印刷机控制器为核心的CAN现场总线系统,如图2.

图2同步控制系统图
控制器和伺服驱动器都配有CAN总线控制器SJA1000($2.8080)和收发器PCA82C250($0.6186)的通讯适配卡,通过连接在印刷机控制器上的CAN通讯适配卡,控制器可以方便、快速的与各伺服驱动器通讯,向各个伺服单元发送控制指令和位置给定指令,并实时获得各个伺服电机的状态信息,按照需要实时地对伺服参数进行修改,各个伺服单元也可以通过CAN总线及时的进行数据交换。各个伺服驱动器在获得自己的位置参考指令后,紧密的跟随位置指令。由于控制器的位置指令直接输入到各个伺服驱动器,因此每个伺服驱动器都获得同步运动控制指令,不受其他因素影响,即任一伺服单元都不受其他伺服单元的扰动影响。在这个系统中,控制器和各个伺服驱动器都作为一个网络节点,形成CAN控制网络。同时,由于采用现场总线控制系统,可以根据印刷规模,扩展网络节点个数。
3编码器和伺服电机的选择
在大惯量负载印刷系统中,编码器和伺服系统的选择尤为重要。以BF4250卷筒纸印刷机为例,其负载转动惯量很大,其中柔印机组为0.13 kg?m2,胶印机组转动惯量最大,为0.33 kg?m2.
由于系统定位精度要求≤0.03 mm,考虑到负载的大惯量性,把控制周期定为2 ms,要求位置环稳态误差为±1个脉冲。根据定位精度和稳态误差,可以折算出编码器线数为17000($0.0372)线,可是考虑到在实际印刷过程中,要不断调整不同机组的位置,如果编码器分辨率选17000($0.0372)线,在调整印辊时,由于机组转动惯量很大,将会产生很大的角加速度,进而产生很大的转矩。例如对于胶印机组,调整角加速度超过700 rad/s2,调整转矩超过200 N?m,一般的电机无法满足要求。
综合考虑,选择编码器分辨率为40000($18.0000)线,这样在调整过程中,减小了电机的调整加速度,进而减小了调整转矩。例如在负载惯量最大的胶印机组中,调整角加速度为78.6 rad/s2,调整转矩为26 N?m,凯奇电气公司的90M系列伺服电机完全可以满足要求。
4时钟同步机制
在分布式无轴传动同步控制系统中,需要各个印刷机组之间统一协调地工作,所以各个机组必须要有统一的时间系统,以保证各个印刷机组协调工作,完成印刷任务。
具体的时钟同步实现方法分为硬件时钟同步,同步报文授时同步和协议授时同步。
(1)硬件时钟同步。硬件时钟同步是指利用一定的硬件设施(如GPS接收机、UTC接收机、专用的时钟信号线路等)进行的局部时钟之间的同步,操作对象是计算机的硬件时钟。硬件同步可以获得很高的同步精度(通常为10-9秒至10-6秒)。
(2)同步报文授时同步。在每个通讯周期开始,主站以广播形式发送一次同步报文。例如在SERCOS协议数据传输层中,每个SERCOS的通讯周期开始都以主战发送的同步报文MST为标志。MST的数据域非常短,只占1个字节。MST报文的同步精度很高,如果用光缆做传输介质,同步精度可在4微妙之内。
(3)协议授时同步。协议授时也叫软件授时,指利用网络将主时钟源,通过网络,发给其他的子系统,以达到整个系统的时间同步性。通过计算从发出主时钟信息到发送到目标节点接受该信息并产生中断之间的时间差,可以得出延迟时间。然后通过延时补偿来达到时间同步。软件授时成本低,可由于同步信息在网络上传输的延迟大且有很大的不确定性,所以授时精度低(通常为10-6秒到10-3秒)。
综合考虑,本文的时钟同步方案采用的是硬件时钟同步,各节点根据系统中指定的主时钟来调整它们的时钟,具体实现方法是:添加硬件时钟同步信号线 CONCLK用来传输时间同步信号,同步控制信号周期为2 ms,以同步信号的上升沿作为同步点。在控制器中设置同步信号发生器,并在各个驱动器内部设置同步接受单元。驱动器从站的同步接受单元检测到主战的 CONCLK上升沿后,各从站时钟同时清零。这样定期清零不仅保持了各从站时钟的一致性,同时也避免了同步误差的累计。为了提高模块同步信号的抗干扰能力,采用平衡差分驱动方式传输同步信号。使用光耦隔离,可以使主站和从站的信号互不干扰。主、从站同步信号电路如图3.

图3主站、从站同步信号电路图
5上位机同步运动数据的产生
同步运动数据的产生任务放在到北京首科凯奇电气技术有限公司开发的软PLC-ComacPLC系统中。该公司的软PLC系统,硬件系统采用的是工业计算机平台,操作系统采用的是微软推出的WinCE嵌入式操作系统。在此软PLC系统中,建立了快逻辑任务和慢逻辑任务,快逻辑用于对时间要求高的场合,如紧急情况处理,高精度采样等情况,慢逻辑任务主要用于一般对时间要求不高的场合。快逻辑任务是一个需要定时执行的任务(类似于中断服务程序),该任务必须在一个系统采样周期内执行完成,慢逻辑任务是一个无限循环,它可以在几个系统采样周期内完成。快逻辑任务通过定时控制器8254来完成定时,定时周期为1毫秒。在执行过程中每一次采样周期都执行一次快逻辑任务,产生成同步运动数据。为了保持各个从动轴相对于主轴的同步关系,建立运动参考数据源来虚拟主轴运动状态。在每个系统采样周期中,根据虚拟主轴的运动状态,以及各个从动轴的同步运动要求,分别计算各个从动轴的位置信息,产生各个从动轴的同步运动数据,放入CAN控制器的发送队列等待发送,如图4.把运动数据产生和运算任务放在快逻辑任务中,保证产生运动数据的实时性。
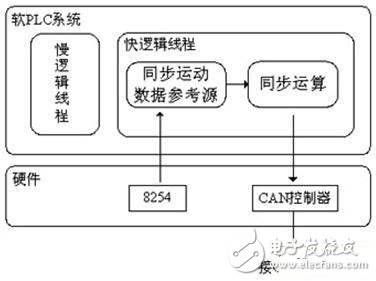
图4同步运动数据的产生
6同步接口技术协议
本系统总线波特率设为1 Mbps,位传输时间τbit为1×10-6秒。每个数据帧由8个字节组成,发送报文数据帧长度固定为131位(29位标识符),反馈报文长度为99位。数据帧传送时间Cm=131μs.把同步控制信号线CONCLK,作为同步周期信号线和报文的基准信号线。同步控制信号周期为2 ms,高电平有效,信号电平宽度为10.正常通讯时,一个控制周期内CAN网络可以传送16个同步数据报文。控制器在CONCLK上跳沿之后50μs内发出指令报文,驱动器在接受到指令报文后100微秒内发出反馈报文。指令报文内容包括位置指令值、逻辑接口信号输入,其中位置指令占用4个字节(32位),逻辑接口信号输入占用一个字节。逻辑接口信号输入包括驱动器使能、复位等指令。在反馈报文中,包括伺服运行状态信息和故障信息,通信时序如图5.

图5通讯时序图
7结束语
本文针对传统的机械长轴印刷机同步控制系统,提出了以控制器为核心的现场总线控制系统,以CAN现场总线实现在控制器和伺服之间的通信。此方案不仅克服了传统机械长轴控制方案的各种机械元件带来的缺点,而且还具有同步性能好、各伺服单元不互相干扰、控制精度高、维护方便等优点。
这种方法实现同步的特点在于利用了CAN总线可靠性高、传输时间短、抗干扰能力强,和数字伺服的位置精度高、全闭环的优点。
------------------------------
机器视觉技术资料汇总——让机器视觉产品设计练就慧眼神通!



评论