CPLD在双轴位置检测系统中的应用

1 引言
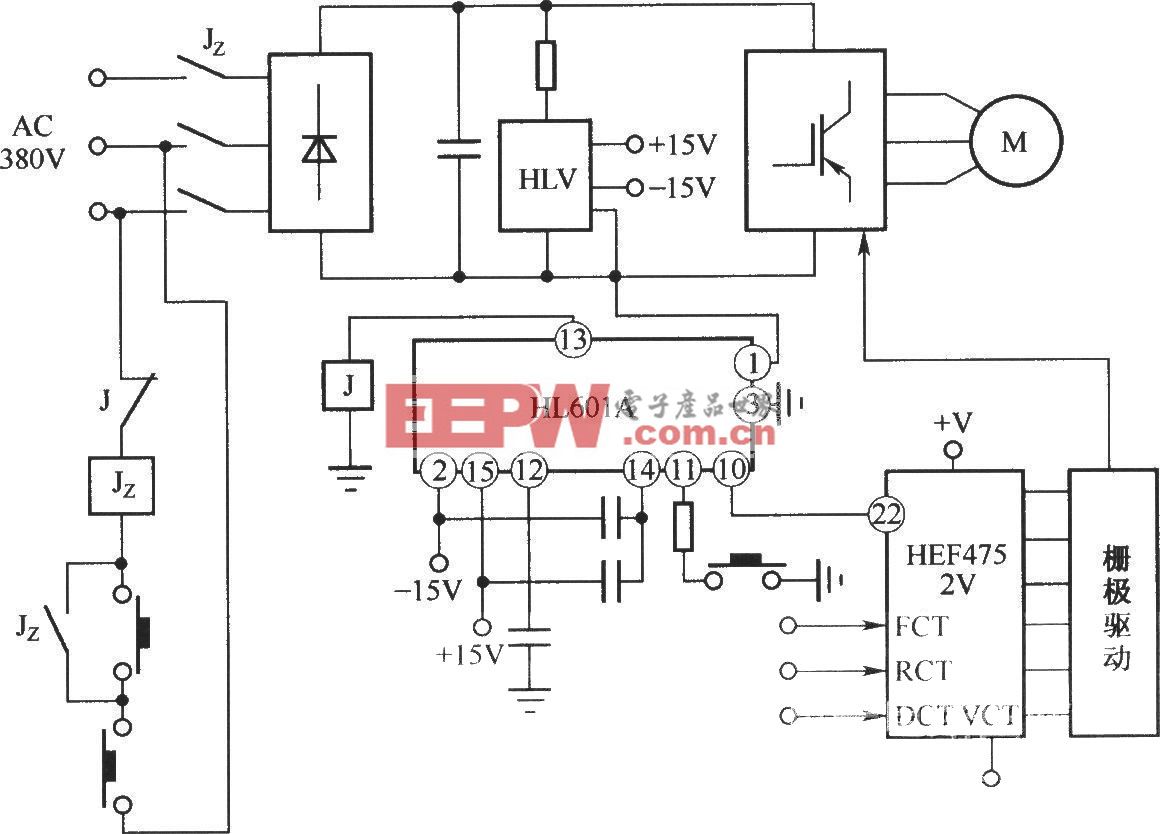
数控机床的加T精度主要南位置检测系统的精度决定,位置检测系统一般包括传感器(旋转变压器,光电编码器,光栅)、四倍频鉴相电路、计数电路等,系统通过这些检测电机的位移和速度,发出反馈信号,从而构成闭环或半闭环控制。形成差值控制电机,进而提高机床加工精度。数控机床位置检测系统采用模块化和开放式控制,可减少电路规模和提高数控机床的加工精度,形成高密度、高精度的数控机床。采用数字电路的传统位置检测系统面积庞大、精度不高、发应速度慢,而采用CPLD器件代替数字电路正好弥补这些缺陷。
2 CPLD简介和器件选型
利用可编程逻辑器件CPLD(Complex Programable Logic Device)设计硬件系统非常方便。工程师通过传统的原理图输入法,或是硬件描述语言自由设计数字系统。通过软件仿真验证事先设计的正确性。在PCB完成后,还可利用CPLD在线修改能力,随时修改设计而不必改动硬件电路。因此,使用CPLD可大大加快硬件电路设计进程,减少PCB面积,提高系统可靠性。
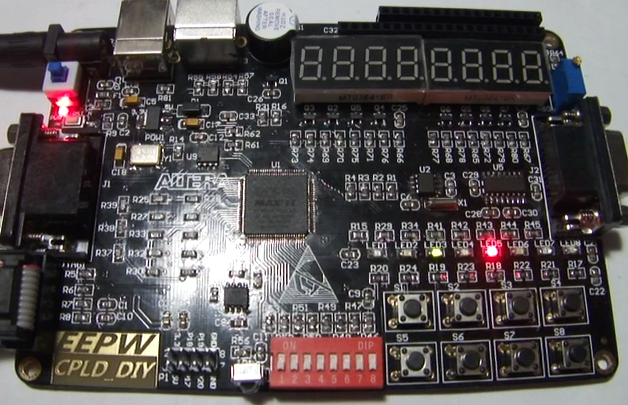
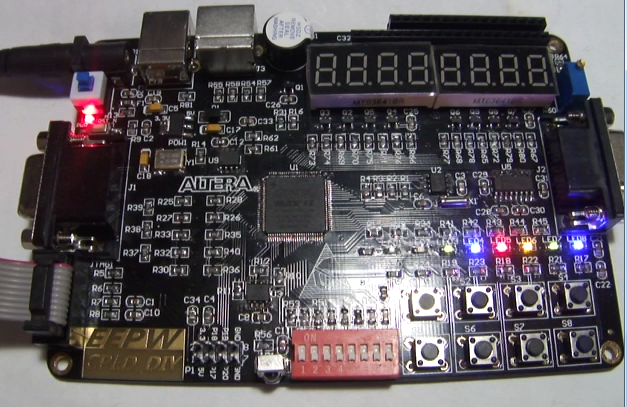
根据所需逻辑门数量以及将与其连接的电路引脚数,选用ALTERA公司的EPM570T144C5型CPLD,该器件采用TQFP144封装,内部有570个逻辑单元,相当于440个宏单元,而此前常用的EPM7128只有128个宏单元。
EPM570T144C5内部有2个I/O分区,共116个通用I/O,引脚延时为8.8 ns,满足位置检测系统所需的90多个通用I/O和延时不超过10 ns的设计要求。





评论