可编程序控制器在混合液体加工控制中的应用

在一些混合液体物料生产加工过程中,除了正常生产过程的控制外,还需要对物料温度进行检测与控制,使得生产过程的控制要求更加严格;若控制不当,将产生大量的废料,造成严重的经济损失。而采用继电器-接触器控制系统,存在使用大量的中间继电器,控制动作迟缓,精确度差,稳定性差。故障率高,操作复杂等缺点,易产生废料,导致加工成本提高,严重影响了企业的经济效益;若采用FX2N-48MR可编程序控制器进行控制,可达到预期的控制效果。
1 某一加工控制过程
下面叙述某一加工控制过程,工艺流程图如图1所示。
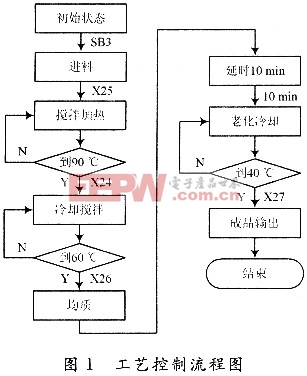
若将控制开关置于自动状态,按下启动按钮SB3即打开煮料进料阀门,向煮料器内加入生产所需的原料(进料);当液位传感器检测到进入煮料器中的液位到达规定位置时,其开关信号X25(SL)输入可编程序控制器控制关闭进料阀门,同时起动搅拌电机,对原料进行搅拌,并打开热气阀门Y4,通入热气对原料进行加热(煮料),由温度传感器X24(STl)检测原料的温度,当原料温度达到90℃时,停止加热;此时打开冷却水阀门Y5,加快冷却水的循环速度,实现快速降温(冷却),当原料的温度冷却到60℃时,温度传感器开关X26(ST2)动作信号输入可编程序控制器,控制冷却停止(完成煮料过程)。接着打开输料均质阀门,使煮料锅中的原料进入均质器中搅拌,设定均质时间10 min,时间达到后,打开老化工艺阀门Y3,原料进入老化器中,在老化器中再次进行温度冷却(老化)。在老化器内,由温度传感器检测原料的温度,当原料温度冷却到40℃时,开关X27(ST3)动作信号输入可编程序控制器控制冷却停止,此时加工完成,输出成品灌装。
当手动/自动开关K置于手动位置时,可分别对各控制过程单独进行独立起动和停止控制。
2 编制输入/输出信号地址表
根据控制过程和要求,编制输入/输出信号地址表。输入信号地址表如表1所示,输出信号地址表如表2所示。

pid控制器相关文章:pid控制器原理










评论