基于模糊控制的模温机控制器的设计与实现

在注塑工业中,注塑机配备了专用的模具温度控制系统,一般称为模温机,用来加热或冷却模具并保持它的工作温度,保证注塑件品质稳定并优化加工时间。模温机由电器部分及流体输送部分构成,前者包括控制器、开关/安全元件、温度传感器等,后者包括加热器、冷却器、主泵、安全元件等。其中,控制器作为模温机的神经中枢,负责安排模温机的整个工作流程,并关系到其工作性能的好坏。因此,设计一套性能优越、功能齐全、操作简便的控制系统,是模温机设计技术的核心和关键所在。
传统模温机的温度控制模块大多采用PID控制算法,虽然精度高且稳定性好,但当起始温度与目标温度相差较大时,系统响应时间长。另外,PID参数的调整也比较困难,这将大大降低系统的自适应能力。鉴于此,本文着重从模糊控制的角度设计模温机控制器的温度控制模块。问题是由于模温机可能需要替换不同功率的加热器,而且各种注塑原料其热学物理特性也存在差异,基于专家经验的模糊控制方法将不能很好地适应这种控温环境的变化。这使得在一种控温环境下正常工作的模糊控制策略可能会在另一种控温环境中导致超调的不良现象。对此,本文通过引入升温速率因子,提出一种有效抑制超调的模糊控制方法,使系统在一定程度上能够适应控温环境的变化。
1 系统总体设计
综合考虑产品成本、系统性能等因素,模温机控制器选用宏晶科技公司生产的STC10F12XE作为微控制器。STC10F12XE属于STC11/10xx系列单片机,工作在单机器周期下,指令代码完全兼容传统的8051,速度却快了8~12倍,有效保证了系统控制的实时性,并具有低功耗和超强抗干扰的优点,同时芯片内部还集成了12 KB的Flash程序存储器、512 KB的SRAM以及1 KB的EEPROM,足以存放实现复杂控制算法的程序代码以及系统运行所需的相关参数,完全能够胜任本系统工业智能控制的应用场合。围绕STC10F12XE设计硬件系统,模温机控制器主要由以下几个部分组成:电源电路、复位电路、时钟电路、显示电路、温度采集电路、按键检测电路、相位检测电路等,如图1所示。
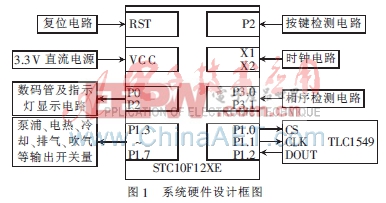
为增强系统在工业控制场合的抗干扰性,在硬件实现时将控制器分成主板和控制板两部分。主板主要包含以处理数字信号为主的复位电路、时钟电路、数码管、指示灯显示电路及按键检测电路。控制板则包括处理模拟信号为主的电源电路、相序检测电路、温度采集电路以及继电器开关电路等。由控制板的电源电路产生两个独立电源,分别为两块板的相关电路模块供电。由主板单片机向控制板发出的控制信号以及从控制板反馈回单片机的信号均通过光耦隔开,从而增强了系统的稳定性。
2 温度控制及相关模块设计
2.1 温度采集模块
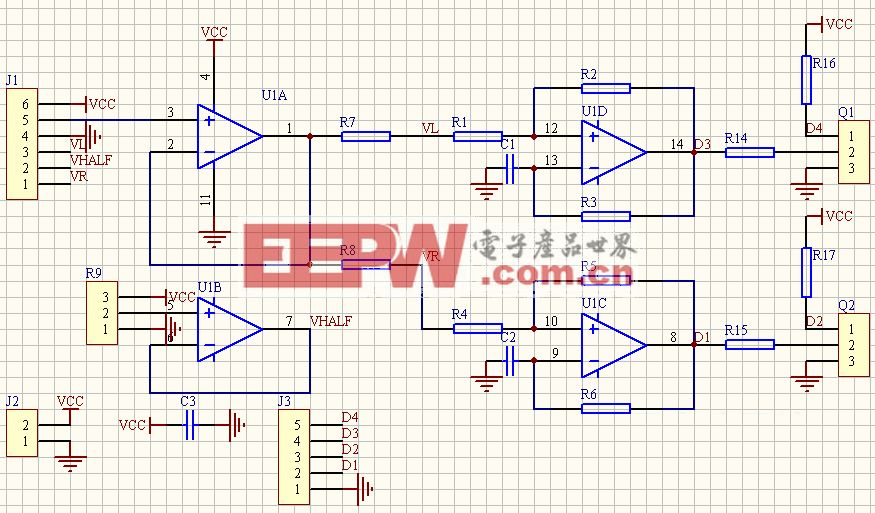
本文采用外接A/D转换芯片的方法实现模温机控制器的温度采集模块,选用的芯片是德州仪器生产的10位模数转换器TLC1549。该芯片可通过单片机串行控制,并以串行方式输出转换数据,只需占用单片机3个并行I/O引脚,最大误差为±1 LSB,配合K型感温线和信号放大电路就能够很好地完成温度采集。
按照TLC1549的工作时序要求,在STC10F12XE定时器T0的中断控制下,取时序电平脉宽为1 ms,即可平均每25 ms读取一次采样数据量,从而每200 ms可连续采样8次,最终对8次采样值按算术平均值滤波后求得有效采样值,而系统温度控制周期为6 s,因此5次/s的采样速率可以满足系统控制的实时性要求。本文采用线性插值的方法将采样数据量转换成实际温度值,具体做法为在存储器中存放一张查找表,记录了在30℃~250℃的控温范围内每隔5℃取一个温度值所对应的采样数据量。这样通过查表和简单的线性计算公式即可由采样数据量求得对应温度值:
2.2 解析式法模糊控制的性能分析
在模温机的控温应用场合中,环境噪声较大,而且由于注塑原料物理特性的差异,以及模具容积与所要求的加热器功率的不同,无法为受控对象定义统一的数学模型。可见,PID控制方法用于模温机的温度控制存在较大的局限性。模糊控制具有较强的优势,因为它可以利用人类的专家控制经验来弥补受控对象动态特性中的非线性和不确定性,不依赖对象的数学模型,具有较强的鲁棒性[1]。为简化推理过程,模糊控制领域有学者提出抛开控制表,引用简单解析式来实现控制规则,如式(2)[2]所示: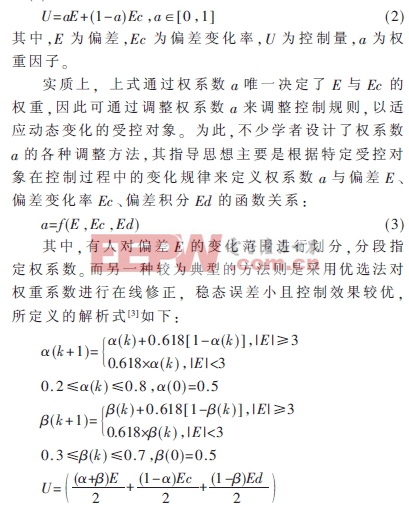
这类权系数调整方法侧重于从微观上捕捉受控对象的动态特性,对既定的受控对象有良好的控制效果。但无论是分段指定权系数还是在指定权系数初值后采用优选法在线修正权系数,权系数的变化规律都是一定的。因此,当受控对象变更时,其动态特性必然有所变化,若只按某种特定规律选取权系数来跟踪其动态特性,将存在一定的局限性。在实验室环境下,按照上述优选法解析式实现温度模糊控制算法,并通过在模温机控制器上外接功率分别为500 W和1 000 W的熔锡炉模拟模温机加热器对700 g锡进行加热控温实验,初始温度为室温(20 ℃),当目标温度设置在120 ℃时,500 W锡炉的超调量为11 ℃,而1 000 W锡炉的超调量则达到了20 ℃。对于注塑机实际应用场合,过高的超调量会对注塑件的品质产生不良影响。
本文所述控制器通过在每个控制周期计算继电器的闭合时间作为模糊控制的输出量,考虑到继电器的使用寿命,控制周期不能过短,本文中设为6 s。而优选法权系数调整周期大致与系统控制周期一致,当受控对象升温速率较快(如2 ~3 ℃/s)时,权系数的调整将明显滞后。另一方面,由于论域过大会影响系统的控制精度,因此在模糊控制中往往选择大小合适的论域。这就意味着温控系统必须在偏差值落入某个较小论域后才开始模糊控制,此前加热器将一直持续工作,而在这个阶段系统并未对受控对象的动态特性进行有效跟踪,且初始温度偏差越大,则此未受控阶段越长。因此,系统是在对受控对象变化趋势一无所知的情况下进入模糊控制阶段的,这种滞后性很有可能导致模糊控制的失效并引起大幅度的超调。综上所述,系统的滞后性是引起超调的重要原因,有必要在模糊控制算法中引入能够全程调控受控对象的控制机制。
2.3 带升温速率因子的分层模糊控制方法
在传统模糊控制中,尽管系统进入模糊控制阶段前的未受控阶段较长,但该阶段未受控并不意味着不可控。为克服由此而直接引发的系统滞后性,本文通过引入分层模糊控制模型来延伸系统控制的覆盖面,以消除未受控阶段,该模型如图2所示。其中升温速率因子是一个模糊变量,用以描述受控对象的瞬时状态。整个控温过程可以分为两个层次,系统控制上层利用升温速率因子跟踪受控对象升温变化趋势,并据此从模糊控制策略库中提取控制策略;系统下层则根据所选控制策略实施控制子过程,完成后再回到系统控制上层继续检测升温速率因子。如此循环往复,从宏观和微观上对受控对象进行全面调控。
升温速率因子按温度上升一定数值所经历的时间来定义模糊隶属度speed。在定时器中断处理例程中,speed计算过程如下列伪代码所示:
count(time);
IF ntemp-ltmep>=ΔT THEN
IF timeT1 THEN
speed=0;
reset(time);
ltemp=ntemp;
ELSE IF timeT2 THEN
speed=0.5;
reset(time);
ltemp=ntemp;
END
END
IF time>T3 THEN
speed=1;
reset(time);
ltemp=ntemp;
END

pid控制器相关文章:pid控制器原理









评论