易控组态软件在纸浆模塑成型机监控系统中的应用

摘要:
本文引用地址:https://www.eepw.com.cn/article/160049.htm系统的硬件配置和功能设计。利用PID自整定功能实现真空泵恒负压控制。利用易控(INSPEC)实现成型机生产的在线监控,自动统计产量并生成报表。实践表明,该系统的成功解决了目前纸浆模塑生产中负压波动大、耗能大、废品率高的问题,提高了工作效率,节省了资源,降低了生产成本,具有很好推广价值。
关键词:纸浆模塑成型机;易控(INSPEC);恒定负压;监控系统
引言
纸浆模塑工艺在我国最早应用于纸餐盒、纸托盘的生产,现已越来越广泛的应用于仪器仪表、家用电器等进出口产品的包装中。纸浆模塑制品是一种新型的环保包装材料,具有可重复回收利用、生产过程环保、生产成本低等诸多优点。纸浆模塑制品的生产以废纸或纸浆为原材料,经过调浆碎浆、成型、烘干、整型等工序,成为具有环保、防震、防水性能的优质包装产品。
为了能在低值的纸制制品生产中获取最大的效益,进一步降低生产成本,提高整个纸浆模塑生产线的生产管理水平和质量管理水平,通过对原有生产设备进行改造和效能优化,真正实现了全套生产线各个系统的集中自动控制。本文将针对生产线中重要的成型工序的控制进行重点叙述。
1 纸浆模塑成型机生产过程分析
成型工序由水环真空泵、真空泵供水泵、空气压缩机、空气干燥机、成型机等组成。成型机的作用是利用负压将配制好的纸浆吸附在纸浆模具上,经过压模、脱水处理,利用正压使产品从模具上脱落,然后进入下一工序。在生产过程中,成型机对负压稳定性要求较高,一般需要负压维持在-0.05MPa—-0.06MPa之间。负压越低,成型机的模具吸附的纸浆越少,造成产品的厚度过薄,废品率增加;负压越高,一方面容易造成模具堵塞,影响正常生产,另一方面使得产品的厚度过厚,浪费了纸浆和电能。由于成型机的数量已构成一定的规模,所以采用集中供应负压的方式。所需负压由两组真空泵组产生,一组真空泵组包括一台真空泵供水泵、一台水环式真空泵。原有的控制系统全部采用接触器、继电器等手工操作方式。两组真空泵组独立控制,工频运行,不仅控制方式缺乏灵活性,而且负压波动也比较大,废品率较高。每台成型机之间的生产相对独立,因生产品种的不同,需要设定不同的工艺参数,由人工记录生产量并进行统计。
为了保证负压供应的稳定,我们利用PLC和变频器对原有设备进行了改造,采用PLC的自整定PID功能,简单方便的实现了真空泵组的自动切换和自动变频控制。同时采用Modbus总线技术与上位机易控(INSPEC)组态软件通信,不仅实现了产品生产的网络化实时监控,而且能够自动进行产量统计、提供报表及打印功能。
2 成型机监控系统的设计
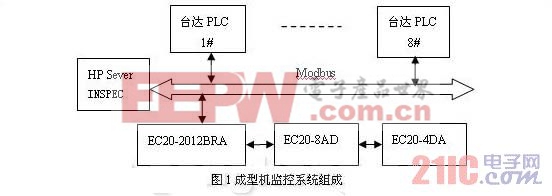
成型机监控系统主要包括上位机组态界面、通信协议、PLC控制系统三部分。系统结构图如图1所示。组态软件选用北京九思易自动化软件有限公司开发的易控(INSPEC)。易控(INSPEC)软件能够支持同时与不同的PLC设备的通信。

pid控制器相关文章:pid控制器原理





评论