机器视觉在大型工件自动探伤检测中的应用


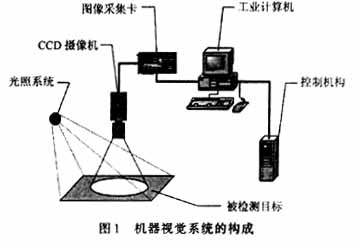
图2 边界链码图
由该理论得出周长计算的方法是:将区域边界定义为以各边界像素中心为顶点的多边形。于是,相应的周长就是一系列横竖向(△p1=l)和对角线方向(
 )的间隔之和[7]。一个缺陷的周长可表示为:
)的间隔之和[7]。一个缺陷的周长可表示为:  (6)
(6)
4.3 极径测量
极径是工件指定区域尺寸规格的描述。最直接的极径测量方法如下:由于工业CT图像是一种离散化的数据形式,因此区域上各点的极径就是区域的几何中心到区域边界点的距离。求极径的实质是求边界点的坐标和区域几何中心的坐标。然而,边界点的坐标可以由边缘提取所得到的边缘图像得到,区域的几何中心坐标则可以通过将区域看成无数个边界点到几何中心所构成的三角形的所有几何中心坐标的平均值来求取。因此,利用Green定理和三角形几何中心的算法可以得到任意区域的几何中心的离散形式为
 (7)
(7)
 (8)
(8)
基于上述理论,文中将自动测量分为对工件感兴趣区域的半自动测量和工件所有不同区域的全自动测量。
该方法的主要思想是:通过自动识别工业CT图像中的不同区域,从区域的角度定义不同材质的物质,从而进行区域测量。
具体实现步骤为:第一步,自动获取得到工业CT图像的边缘图像;第二步,自动搜索边缘图像中所有的闭合曲线以及非闭合曲线轨迹;第三步,利用所有的闭合曲线创建工业CT图像中所有的不同材质的区域以及标记所有非闭合曲线轨迹;最后,通过自动辨识不同区域并对这些区域进行面积、周长和极径的测量。
经实验论证:在工业CT图像自动测量中,面积测量精度平均达到97.6%,周长测量精度达到98.2%,在标准圆和椭圆图像的极径测量中测量精度达到100%。
整幅CT图像的自动测量时间与图像各个区域的面积相关,即:图像区域面积越大,图像区域创建的时间就越大,总的测量时间越长。在给定工件的批量(1500幅)CT图像的测量中,全部测量所用时间为17分钟。
5 结束语
从上述对工件的实际测量结果可以看出,文中提出的方法对于工业CT图像的不同材质区域的测量以及缺陷的测量不仅能够达到较为理想的精度,而且还具有很高的可重复性等特点。它不但适用于对工件感兴趣区域(如:缺陷)的几何尺寸测量,而且还适用于批量工件的工业CT图像内部结构尺寸的测量。因此,机器视觉在大型工件自动探伤检测中的应用前景是令人乐观的。(end) 透射电镜相关文章:透射电镜原理




评论