一种工控机的应用案例简介

1.2 压铸机工作机理的分析
完成一个铸件的工艺过程为:动1插芯-动2插芯-合型-低压合型-系统压力锁型-合型完成-静插芯-慢压-一快-二快(同时增压)-(冷却时间到)静抽芯-开型-动2抽出-动1抽出-顶出前延时-顶出-顶出后延时-压回-顶回-恢复原位-延时卸荷。如此重复循环进行铸件生产。压铸机的每一个动作过程都可通过电磁阀的通断,改变液压系统的状态,进行控制。
二、工控机控制压铸机系统硬件系统设计
2.1 硬件系统总体设计

图2 压铸机控制系统结构
压铸机控制系统主要由工控机、开关量输入板、开关量输出板、模拟量输入板、继电器板及外围辅助电路构成。其结构框图见图2。
工控机主要完成控制指令的发出和模拟量的运算。具体控制过程为:由行程开关和控制按钮发出的开关信号指示出目前压铸机所做的动作,经过开关量输入板进入工控机,通过定期读取工控机相应端口,可检测到压铸机工作的状态,通过逻辑运算,形成相应的开关量输出,再通过输出继电器板来控制压铸机电磁阀通断电,控制压铸机的动作。开关量输入和输出为防止干扰均采用光电隔离输入输出,为32路入和26路出。
2.2 工控机配置
表1 工控机配置

工业现场条件相对恶劣,最常见的问题是粉尘、辐射、电气干扰等。在一些环境下还要防潮、防震、抗冲击等。设计选用CONTEC公司生产的通用型工控机系列,它具有高可靠性电源装置、高功率双冷风扇制冷系统、带滤网全钢标准机箱、减震加固压条装置、14个插槽供I/O扩展,能够适应生产环境的要求。详见表1。
2.3 系统仿真
这种工控机的应用案例中由于系统存在许多非线性环节,如:液压油、伺服阀等,这给系统的理论分析及优化设计带来一定的困难,只能借助与计算机对系统进行仿真研究。由于压射过程油缸活塞所受的阻力很小,在仿真过程中近似地认为压射速度与进入油缸液压油的体积成正比,即为比例环节。查阅相关手册,确定参数。系统仿真结果如图3所示。
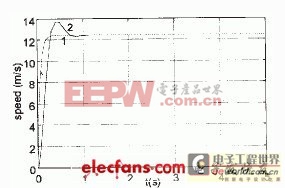
图3 系统仿真图
三、 工控机控制压铸机系统
其程序模块包括:压铸机驱动程序模块、数字量检测模块、状态显示模块、速度压力曲线显示模块、故障诊断模块、参数调整模块、打印模块、帮助模块。

评论