变频器在卷接设备中的应用

3 电控系统设计
3.1 网络组成
网络结构图如图2 所示,清楚地显示电控系统的组成。
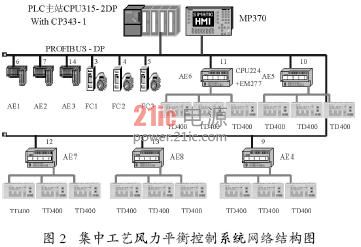
电控系统采用1 套西门子S7315-2DP 控制(PLC 模块组件包括PS307、CPU315、EPROM、SM321、SM322、SM331、SM332、MP370、DP 接头)。
S7315-2DP 作为Profibus-DP 主站,8 个I/O 箱(5个在卷包车间,3 个在除尘房)及3 台DanfossVLT5000 系列通用变频器作为从站,该系统由西门子STEP7 语言和ProTooL CS 组态软件开发而成。作为上位机的MP370 触摸屏显示现场控制画面,可以进行各系统相关工艺参数设置和启停控制,并通过Profibus-DP 网与各除尘系统的变频
器、各现场I/O控制箱进行数据交换。系统中主要设备的重要信息均可在MP370 触摸屏上显示,如变频器参数、卸料阀状态以及各除尘系统的压力等工艺参数信息等。
卷包车间设置的5 个I/O 控制箱(AE4#-AE8#)(卷包车间分布I/O 及网络组件为CPU224、EM277、EM221、EM223、EM231、EM235、EM232、TD400)采集卷接机组原配风机和电烙铁无源触点信号,以供系统的风机启停和接装机支管上的气动阀门调节。
除尘房设置的3 个I/O 控制箱(AE1#-AE3#)(ET200S、电源模板、DI模板、DO模板、馈电器、DP接头),用以控制除尘器卸料电机、检测压力传感器的状态。
改造后网络通信在人机界面中,提供了网络诊断信息和现场I/O 箱上安装的“自动/检修/手动”选择开关、隔离开关等电器设备的状态,用以快速故障定位和检修维护时防止误操作。
3.2 变频器的选用及操作
FC1、FC2、FC3 除尘电机的具体参数为功率90 kW,频率50 Hz,电压380 V,2 极,额定电流146.5 A;FS1、FS2 风送电机功率为55 kW,额定电流为103 A。改造前用的是Y-吟降压启动,操作工根据车间生产情况手动控制电机的启停,在操作过程中,不仅会出现早启晚停的现象,而且不能根据烟机开启的数量实现风机的自动调节,浪费大量电能。在启动或停止过程中,还会产生很大的电气和机械冲击,影响设备的寿命。
DANFOSS 变频器功能强大,性能优越,调试和运行简单。VLT5000系列变频器在VVC控制基础上发展为VVCplus控制方式,使得变频器在低速(0~10 Hz)范围内动态特性得到了改善,速度精度也得到了提高。这次改造变频器选用型号为VLT5102 C20 ST RO F10,变频器接受来自安装在管道上的压力传感器、I/O 箱及PLC 的信号,实现对风机的自动调节,调整管道负压的大小,来完成送丝和除尘任务。在变频器的控制上分压力控制和频率控制,压力控制是PI 闭环控制,系统以恒定的压力来控制;频率控制是开环控制,风机以固定的转速运行。如果卷接集中工艺除尘系统反映风力不够,可以在“设定参数”画面中调高变频器的运行频率或者调高设定压力;如果没有风力,则检查变频器是否跳闸或防火阀关闭。如果是变频器跳闸,则记录故障代码,用“停风机”断电后重新上电。
在PLC及触摸屏出现故障时,为了不影响卷包车间的生产,可以采用变频器手动控制风机,将变频器从“REMOTE”模式切换到“LOCAL”模式,可在面板上控制实施。
3.3 功能设计
该系统调试完毕运行后达到了方案提出时的效果:
1)显示1#-13#卷接机组提供工艺风力与风力送丝除尘功能的工作情况;
2)实现网络诊断并指示I/O 箱本地选择按钮急停按钮和断路器、隔离开关等电器设备的工作情况;
3)实现各个系统的开机/停机操作,工作参数设定等任务;
4)集中显示整个系统的报警消息,可以详细了解发生报警的具体部位、时间、故障描述。
4 变频系统改造效果
本系统2007年5 月调试成功通过验收,经过一年的平衡运行表明,采用PLC、现场压力检测装置及VLT5000 系列变频器构成的闭环自动控制系统,是卷烟机组除尘系统中一次全面的智能升级,具有以下优点。
与未改造前的手动系统相比,系统节电效果明显,FC1、FC2、FC3电机额定电流由146.5 A降为105 A 左右,FS1、FS2 电机额定电流平均由103 A降为69 A 左右。
改造后的电流下降率为
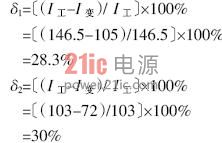
通过一年运行,从系统的整体运行情况来说,每年就能比改造前节省大约30%的电能,节能效果显著。
自采用了变频调速技术调试完毕投入运行后,卷接工艺风力平衡和恒压供给,改善了卷接设备工艺风力性能,降低了车间噪声水平,改善了车间作业环境;集中工艺风力除尘系统,采用自动控制技术,实现了系统运行状态和参数的实时监控。
在目前的烟草行业中,少人值守,无人值班的要求越来越高,采用PLC、变频器、风压检测装置组成的闭环控制系统,做到了在线监控,实时了解和掌握变频器等设备的运行状态,完全能满足上述要求。
5 结语
通过以上案例介绍,以Profibus-DP为基础的PLC 与变频器的自动化控制代替原有的机械触点式继电器控制系统,在我厂卷包车间卷接机组集中工艺风力与风力除尘自动监控系统中得到充分应用。从系统投入生产来看,控制系统稳定、操作简单、可视化的人机界面让人一目了然,可以说这次改造是成功的。








评论