基于模糊控制的模温机控制器的设计与实现

本文取ΔT=2(℃)、T1=3(s)、T2=5(s),T3=8(s),所得的speed越小则表示升温速率越快,反之则越慢。由此,系统就能自始至终跟踪受控对象的变化趋势,而不再局限于某类受控对象的动态特性,且具有较强的实时性。基于上述分层控制模型,系统借助升温速率因子在较大偏差范围内对受控对象实施全程控制,具体流程如图3所示。本文引用地址:https://www.eepw.com.cn/article/161922.htm
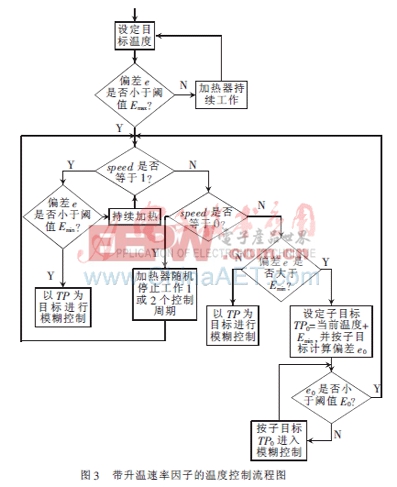
设定目标温度TP后,系统实时计算升温速率因子的模糊隶属度,跟踪升温趋势。当温度偏差e进入一个较大阈值Emax(如60℃)范围内后,系统根据speed选择控制策略。
(1)当speed=1时,则认为升温速率正常或偏慢,加热器可持续工作。
(2)当speed=0时,则认为升温速率过快,可使加热器随机停止工作1或2个控制周期以缓冲升温速率。
(3)当speed=0.5时,则认为升温速率较快,若当前温度偏差e并未落入模糊控制论域Emin中,则可通过令TP0=当前温度+Emin,系统以TP0为子目标进行模糊控制,并按子目标计算偏差e0。通过比较e0与阈值E0,当温度上升至靠近子目标TP0时,则根据speed重新选择宏观控制策略。
(4)一旦偏差e落入模糊控制论域Emin中,则以TP为目标进入最后的模糊控制阶段。
按照上述控制规则,系统结合升温速率因子选择控制策略,从较大的偏差开始,在整个控制过程中将伴随若干以TP0为子目标的阶段性模糊控制过程,从而合理协调了升温速率,尽管可能会牺牲一些温度上升的响应时间,但由于有效抑制了超调,相应地也减少了由于超调而花费的回调时间。从总体上看,系统性能得到一定程度的优化。
3 实验结果分析
在室温(20℃)下分别选用功率为500 W和1000 W的熔锡炉仿真模温机加热器对700 g锡进行加热控温实验。实验中分别采用了不带升温速率因子的普通模糊控制算法和带升温速率因子的分层模糊控制算法进行对比,具体数据如表1及表2所示。
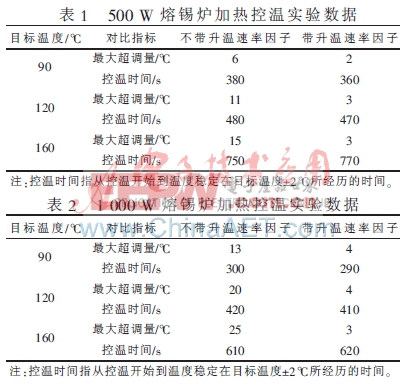
通过比较两种不同功率熔锡炉的实验数据可知,采用普通模糊控制方法进行控温,超调量将随着熔锡炉功率变大而显著变大,而带升温速率因子的分层模糊控制方法的超调量则几乎没有变化,且所需的控温时间也并不比普通模糊控制方法长。实验结果表明,带升温速率因子的分层模糊控制方法能有效抑制超调,且对控温环境的变化有良好的适应能力。
本文针对模温机应用场合控温环境时有变化的情况,讨论了普通权系数自调整的解析式模糊控制方法的局限性,指出系统控制的滞后性是引发超调的重要原因。为能更准确地描述受控对象的变化趋势,本文引入了实时性较强的升温速率因子,并结合该因子在较大偏差范围内合理选择控制策略,使进入最后模糊控制阶段前相当长的时段不再成为控温“盲区”,能针对不同受控对象的动态变化特性协调整个控温过程。当受控对象升温速率过快时,系统通过在控温过程中插入若干控制子过程加以宏观调控。当受控对象升温速率正常时,系统控温过程则趋于普通的模糊控制。实验数据表明,本文提出的模糊控制方法有效抑制了超调现象,对控温环境的变化有良好的适应性。
参考文献
[1] 蔡自兴,徐光佑.人工智能及其应用[M].北京:清华大学出版社,2004.
[2] 龙升照,汪培庄.Fuzzy模糊控制的自调整问题[J].模糊数学,1982(8):105-112.
[3] 王伟,张航.公式法模糊决策的模糊控制器及其应用研究[J].计算机工程与应用,2007,43(27):246-248.

pid控制器相关文章:pid控制器原理









评论