数控机床大推力永磁同步直线电机控制方法

PMAC在传统PID控制算法的基础上增加了速度和加速度的前馈控制,其中,速度前馈用于减小由于微分增益的引入所引起的跟随误差,加速度前馈用于减小系统惯性所带来的跟随误差。PMAC嵌入的PID和前馈控制的控制算法如图4所示。本文引用地址:https://www.eepw.com.cn/article/161818.htm
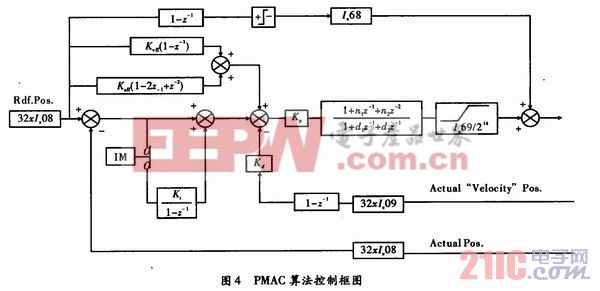
图4中,Kp比例增益,为系统提供刚度;Kd微分增益,提供系统稳定需要的阻尼;Kvff速度前馈增益,减小因阻尼引起的跟随误差;Ki积分增益消除稳态误差;Kaff加速度前馈增益减小系统惯性带来的跟随误差。
其控制算法的实际公式如下

其中,DACout(n)为16位的伺服周期输出命令转换成 -10~+10 V;Ix08为电机x的一个内部位置放大系数;Ix09为电机x速度环的一个内部放大系数;FE(n)是伺服周期n内所得的跟随误差,即为该周期内命令位置和实际位置的差值;AV(n)是伺服周期n内的实际速度,即为每个伺服周期最后两个实际位置的差值;CV(n)是伺服周期n内的指令速度,即为每个伺服周期最后两个指令位置的差值;CA(n)是伺服周期n内的指令加速度,即为每个伺服周期最后两个指令速度的差值;IE(n)是伺服周期n的跟随误差的积分,大小为![]() 。
。
2 实验用直线电机简介
该电机应用于龙门五轴加工中心立柱上,最大推力12 000 N,低速可至1 m·min-1,最高速度可达1 m/s。具有大推力、速度范围宽特点,是提供直线进给的优良系统,电机实物如图5所示。

直线电机底部为次级板,其结构呈U型,次级长1.32 m,宽0.26 m,高0.17 m,材料由ZG35铸造而成,表面镀锌,N级磁钢和S级磁钢交替贴在次级表面时,并且要使同一极板两侧极性相反,同一侧的两片相邻磁钢用分隔条隔开,用胶粘牢固后,灌环氧树脂密封成整体。
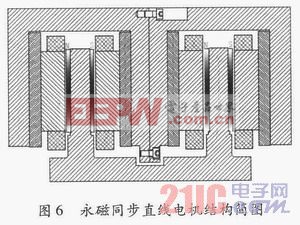
直线电机的初级是由两块安装板并联在一起,长1.4 m,宽0.36 m,高0.22 m,由铸铁35铸造而成,经过加工后,表面镀白锌,水冷板介于次级线圈与安装板之间,由铸铝制成,内嵌有铝管,用于通水为初级线圈冷却。

pid控制器相关文章:pid控制器原理





评论