应用于汽车工业的高敏非真空检漏法

一直以来,大多数汽车与摩托车容纳液体的容器都需要在水槽中水检或者采用压力衰减法进行气密性检测。虽然这两种方法的检测成本较低,但其只能检测最高为10-2 至 10-3 mbar l/s的泄露。另外,由于水的表面张力,小气泡根本无法形成,所以,在水中进行气泡检测根本无法检测出较小漏孔。与此同时,空调零部件或带阀门的燃油箱的检测漏率范围为10-5 mbar l/s,但喷射阀的检测范围还是保持在10-4 mbar l/s。所以,传统的泄漏检测法在汽车业根本不适用。此外,由于有些检测部件是潮湿的,该方法不能对所有零部件进行检测,而且作为一项纯粹的需要眼力的工作,检测结果完全取决于进行检测的人的能力及其注意力。
采用压力衰减法时(或压降法检测),将空气以特定的压力引入到检测部件中。如果有泄露情况,压力则会降低,其差值可以被检测出来。理论上非常简单,但在实际操作中,必须应对各种变量的干扰。因为压力变化并不一定是泄露造成的。一方面,检测部件本身的弹性变化也会对压力产生影响,当空气快速地进入检测部件时,检测部件会膨胀,然后再逐渐紧缩检测。因为所测差值取决于压力和体积,所以在检测过程中需要等待,直至检测部件恢复其原始体积(稳定期)。原始体积与空气进入时的压力越大,检测部件达到稳定期所需的时间则越长。在生产情况下,检测部件体积上限约为5升。
如果稳定期所需时间太长,该种检测法也称不上低成本了。另外,当空气进入塑料检测部件时,还需要考虑蠕变性能(检测部件的塑料部分会因载重而变形)。检测过后,取决于塑料的分子结构,检测部件的体积会有不同程度的增大,压力也会随之衰减。这种情况下,几乎不可能对低泄漏率进行可靠测量。此外,随着温度的不同,压力也会发生很大的变化。当检测压力为5巴,检测体积为1升,检测时间为30秒时,温度每下降0.1°C就会产生6*10-2 mbar l/s的虚拟泄漏率。然而,如果温度上升0.1°C,即使泄漏率为6*10-2 mbar l/s,在检测部件上也不会有所体现,这是因为,检测尽管随着温度的变化压力增加了,但这些增加的压力却被泄露而导致的压力衰减同时抵消了。制造汽车所需的很多零部件大多都直接来源于生产线,由于生产过程,这些零部件的温度一般不会低。
如果在检测过程中冷却这些零部件,会使检测结果不真实,从而不利于对泄漏率进行有效控制。我们当然可以在检测部件达到适当稳定期之后再行检测,从而抵消这种不利影响,但浪费掉的大量时间也是影响成本的因素。或者,我们可以设立一个冷却区,但这意味着投资的大幅度增加。周围环境的温度也是一个主要问题,甚至日照变化都可能引起温度的波动,从而导致检测结果的改变。一般来说,高温是最值得警惕的问题。最后,空气湿度也会使检测结果发生变化,因为空气中水蒸气的蒸汽压会影响测量,产生差值检测。以上这些都是亚洲区域低成本生产设备的主要特点,所以在亚洲建立检测区极为复杂且富于挑战,并且这样做还会抹杀我们在成本上的优势。这种情况下,很难保证出现同一测量结果,而且,随着泄漏率变小或容积变大,各项测量数据相同的几率会持续下降。所以,就汽车行业批量生产的诸多要求来说,压降法已经无法保证其测量数据的准确性,或者可以说,该方法在某些地区已失去效用。
真空检漏价格昂贵
我们还可以选择其他检测方法:如将氦气作为检测气体采用质谱仪检测泄漏情况。虽然用最少的氦气就能检测出最小的泄漏率(10-11 mbar l/s),但这必须在高度真空的条件下才能进行。就这一点而言,这种方法成本太高。真空箱必须高度密封,而且还要配备各种高性能泵才能产生真空效果,这样一来,生产和操作成本都太高。这种方法非常有效,极小的泄漏也能被检测出来,并且检测仅需几秒就可完成,该系统非常先进,在完成几轮检测后依然可以保持最佳检测状态,即使在氦气浓度持续增高的情况下,也依然如此。
但是,该系统并不是上述问题的最佳解决方案,因为这项检测敏感度极高,多达上千种因素都可引起其检测结果的变化,而且其购置和操作成本太高,大大抵消了其优势。另外,为检测部件而将检测室抽成真空意味着其压差通常会高达1巴。由于设计零部件时通常不会考虑到会出现如此大的压力,许多塑料部件可能会被损坏。在这种情况下,同时对检测室和检测部件进行真空处理,与之前低压下用氦气填充检测部件花费相当。另外,对于大体积检测部件如汽车水箱和其他零部件而言,真空室的大小也需相应变化。因此,一方面检测室真空处理的泵送时间以及整个检测时间都会延长;另一方面,安装工程较大,致使投资成本上涨。在汽车行业向低成本、高效率转型的今天,无论是时间的延长还是成本的增加,都已经不再适用。
在非真空条件下进行替代检漏/混合氦气检漏
在汽车工业中,采用空气进行检测在很多方面已经达到极限,但在真空环境下进行检测成本又过于高昂。泄漏率在10-2 到 10-5 mbar l/s之间,确实存在一个区域可以采用高性能、全自动的检测方法。如今,在大气压下,在积累箱内采用氦气或氢气进行泄漏检测(积累法),已经成为填充这一区域最经济的解决方案(见图1)。氢气,更准确地说是一种含氢量为5%的合成气体,它与氦气一样也可用于泄漏检测。作为一种检测气体,它的价格更为合理(在美国,它只是氦气价格的1/3,在中国,这个数字是1/10)。但是采用这种气体进行检测,无法保持相同的敏感度,且对于较小泄漏率如10-3 mbar l/s而言,在检测部件净容积为10升的情况下,检测时间约为5分钟(氦气检漏为11秒)。
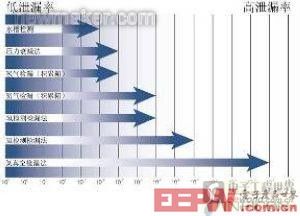
图1:在常压下,氦气检漏可以填充10-2 到 10-5 mbar l/s之间的区域。(理想状态:10-6mbar l/s)
风扇可以保证腔室中氦气的平均分布。如此一来,就可以在不知道泄漏位置的情况下进行精确测量。传感器可检测出大气中检测气体的含量。在英福康 T-Guard 系统中,传感器由真空玻璃管构成,该玻璃管上部带有能渗透氦的石英膜,这层石英膜像一块海绵,只有分子水平的氦气才能从中穿过。玻璃管中氦气浓度的变化可以通过辅助的压力测量装置中的电流变化测量出来。(见图2)

图2:传感器中心是真空玻璃管,该玻璃管上部带有能渗透氦的石英膜




评论