基于电子齿轮的定长切割装置控制方法优化研究

0 引言
伺服电机因其具有控制精度高、高速运行稳定等优点在烟草包装机中得到大量应用[1-2],传统的凸轮、齿轮等机械结构逐渐被伺服电机所取代。根据卷烟包装的发展需求,卷烟厂为了实现更加丰富的烟盒包装形式,包装材料如内框纸、盒外透明纸等逐渐由传统的无图案变为有特殊图案或活动宣传二维码。这就需要对内框纸、透明纸等包装材料进行固定长度的裁切,且使得每一个裁切下来的纸张上的图案均在同一位置,这就是定长切割功能,对于卷烟包装设备,各原辅材料裁切误差一般不超过±0.5 mm。
本文基于ZB48A 型卷烟包装机组,设计了一种基于伺服电机的内框纸定长切割装置,采用电子齿轮取代常规的机械齿轮对内框纸输送辊进行控制,对传统的切换凸轮曲线控制方法进行优化,实现了更高的定长切割控制精度和电机稳定性。
1 定长切割装置
内框纸定长切割装置主要包括内框纸输送辊伺服电机、色标检测器及放大器等,切刀辊则通过机械连轴跟随主电机运动,控制系统硬件包括伺服控制器、伺服驱动器、伺服电机、PLC。伺服控制器与驱动器之间采用SERCOSⅢ 总线通讯,SERCOSⅢ 的循环扫描时间为1 ms,PLC 与伺服系统之间采用EtherCAT 总线通讯。

通过将色标传感器感应到内框纸上的色标标记时伺服电机逻辑编码器位置与计算得到的标准位置进行比较,得到该工位上偏差值,通过控制输送辊输送快慢改变输送长度以补偿该偏差值,使得每个工位上的内框纸长度保持一致的同时每张内框纸上图案偏差在要求的±0.5 mm 以内。
2 控制策略
2.1 伺服电机控制策略
单电机伺服控制采用电流、速度、位置的三环控制[3]。电流环为三环控制中的最内环也是最复杂的一环,将采集到的U、V、W 三相电流经Clark 变换为静止坐标系αβ 下的两相正交电流之后,再经Park 变换转换为d、q 轴电流,将得到的d 轴电流与给定电流值比较得到d轴电流偏差值,得到的q 轴电流与0 作比较得到q 轴电流偏差值。d 轴与q 轴电流偏差值经PI 控制器后将所得d、q 轴电流修正值,之后经过逆Park、逆Clarke 变换得到目标UVW 三相电流,而三相电流直接决定了电机的扭矩出力。速度环是将当前速度值与目标速度值进行比较得到速度偏差值,之后经PI 控制器得到速度修正值送入电流环,通过控制伺服电机电流达到控制电机转速的目的。位置环是三环控制中的最外环,通过将当前电机位置与目标位置进行比较,经PI 控制器之后得到位置修正值,通过控制电机速度使电机至运行目标位置。伺服电机的三环控制都在伺服驱动器中实现[4]。
2.2 改进前的定长切割控制方法
定长切割方法主要是直接参与伺服电机三环控制中的位置环控制,通过控制伺服电机位置进而控制电机转速,目标速度决定了电流环的目标电流[5]。根据内框纸切割长度及色标在内框纸上的位置,可由式(1)计算得出电机目标位置,将由电机编码器反馈的当前位置与目标位置作比较,计算得出位置偏差值。将该偏差值作为运行在电子齿轮下的从轴周期长度的补偿值,进而得出下一周期电子齿轮的新的周期长度,使得从轴电机的电子齿轮根据补偿值不断变化。但这种控制方法只能将本周期计算得到的补偿值在下个周期进行电子齿轮的切换,由于ZB48A 机组内框纸部件速度较快,可达700包/min,尤其当触发检测的标位处于周期的前端时,会导致纠偏时间间隔较长,而在这段时间内内框纸偏移量可能已经发生改变。如果不能及时将补偿值加入反馈中进行纠偏,会使得电机累计误差不断增大,内框纸会发生堵塞、断裂等情况,进而影响机组稳定运行[6]。

其中,Pref为电机目标位置;Pmark为色标传感器感应时电机位置;Cvel为主轴速度矫正系数;Lframe为内框纸长度;F为电机进给周期常数。
2.3 改进后的定长切割控制方法
改进后的定长切割控制框图如图2所示,在位置、速度、电流三环控制的基础上,在位置反馈上添加YOffset 环节,通过伺服电编码器获得实际色标位置与给定色标位置进行比较,从而触发YOffset 使能。其中, mechanic 为电流环干扰,包括负载转矩J-Load、齿轮转矩J-Gear、齿轮比GearIn/GearOut 以及进给常量FeedConstant 等。电机编码器获取电机位置P_Feedback 进行反馈,通过与时间微分得到速度的反馈值V_Feedback。改进后的控制策略可改善改进前切换电子齿轮方法无法在当前周期就对当前检测出的偏离值进行纠偏的缺点,避免了累加误差的产生。

3 软件实现
采用施耐德运动控制软件Somachine Motion 进行伺服程序的编写与设计, 编程语言和规范符合IEC61131-3 标准,PLC 程序采用TWINCAT3 进行编写调试。逻辑控制总体框图如图3 所示,分为标位功能启用与不启用两种模式,其中标位功能启用时,由于伺服电机与内框纸输送辊连接,因此从轴电机与主轴啮合采用的为热启动模式,即伺服电机需要在啮合过程中转动到与主轴匹配的相位,这样不仅可以实现电气位置的啮合,也实现了机械结构上位置的啮合。不启用色标功能时采用冷启动模式,即直接将电机逻辑编码器位置写为与主轴位置匹配的位置度数,只需要电气意义上的啮合,不需要机械结构上位置的啮合。

YOff set部分的控制逻辑如图4 所示,其中Threshold为触发补偿纠偏的阈值,Reject为触发剔除的阈值。判断标位是否抓取成功,如果色标传感器连续三次没有捕获到色标则报错停机;判断抓取到的偏差值是否大于剔除阈值,如果连续剔除过多,则报错停机。因此,只有偏差值在Threshold和Reject之间时YOff set才会对偏差进行补偿。

4 样机试验
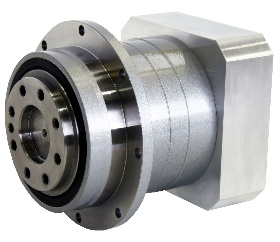
如图5为内框纸定长切割装置样机,采用施耐德LMC300伺服控制器,LXM52驱动器,伺服电机采用SH3系列电机,PLC控制采用倍福CX2030 系列。

图5 试验样机
4.1 试验条件
试验样机为ZB48A机组,试验速度为600包/min,内框纸规格为35.5mm,试验控制参数如表1 所示。

4.2 试验结果
图6 和图7 分别为利用下一周期切换电子齿轮NewCam方法和优化后的YOffset方法控制下的电机运行状态波形,从图中可以看出,利用NewCam方法控制下的电机由于累计误差的产生导致补偿纠偏较为频繁,且从轴电机与主轴之间的跟随误差在±0.1之间,这就会导致累计误差增大与补偿频繁之间的循环。优化后的YOffset控制下的电机可在当前周期就将偏差值补偿,因此补偿纠偏的频率大大减少,且从轴电机的跟随误差只有±0.01。

图6 NewCam控制下的定长切割

图7 YOffset控制下的定长切割
样机存在左右两卷内框纸材料,当一卷检测到直径达到最低限度或检测到由于原辅材料制作产生的内部接头时会产生拼接动作[7-8]。对于内框纸定长切割装置而言,必须在新的一卷内框纸输送前进行重新再次寻零,如图8为拼接发生时伺服电机运行参数波形图。

图8 左右卷筒内框纸拼接
从图中可以看出,拼接开始时,主轴首先进行降速,经过7 个工位之后伺服电机切换到stop 曲线停止运行准备进行新的寻零动作,此时主轴继续保持运行以将前一卷残留的内框纸材料开完给新一卷的材料预留寻零空间,此时切割出来的内框纸需要进行剔除。在拼接开始13 个工位之后,主轴停机,此时从轴伺服进行寻零,寻零完成后,主从轴啮合动作,继续进行定长切割运转,最先切割出的两张内框纸需要剔除。
5 结束语
通过试验可以看出,优化后的方法使得内框纸定长切割的精确度更高,且电机与主轴之间的跟随性更好,机组运行时因内框纸定长装置导致的堵车、断裂进而停车的故障率更低,降低了烟包剔除率及故障停机导致的经济损失。目前,该内框纸定长切割装置已在柳州卷烟厂、昭通卷烟厂等正常生产使用。
参考文献:
[1] 陈奕建,闭传琦,杨保海,等.伺服电机控制系统的设计[J].电子制作,2022,30(5):68-70.
[2] 寇宝泉,程树康.交流伺服电机及其控制[M].北京:机械工业出版社,2008.
[3] 黄玉钏,曲道奎,徐方,等.伺服电机的预测控制与比例-积分-微分控制[J].计算机应用,2012,32(10):2944-2947.
[4] 龚佳伟.基于电子齿轮的卷烟包装机输出通道优化设计[J].制造业自动化,2017,39(9):26-29.
[5] NIU M, ZHOU Y, CHEN L, et al. Research on servo control system of electromechanical actuators with compound control and three closed-loop[C].2018 International Conference on Sensing, Diagnostics, Prognostics, and Control (SDPC), 2018.
[6] 徐国现,陈圣,权发香,等.FOCKE350内框纸接头新型检测装置的研制[J].设备管理与维修,2021(15):29-32.
[7] 韩芸,陈黎.ZB48型硬盒硬条包装机组(电气部分)上册[M].郑州:河南科学技术出版社,2021.
[8] 韩芸,陈黎.ZB48型硬盒硬条包装机组(电气部分)下册[M].郑州:河南科学技术出版社,2021.
(本文来源于《电子产品世界》杂志2022年12月期)




评论