关于控制器SM T生产过程锡珠的产生与预防分析研究

张 伟,陈中炜 (格力电器(合肥)有限公司,安徽 合肥 230088)
摘 要:焊接锡珠(SOLDER BALL)现象是表面贴装(SMT)过程回流焊及控制器焊接过程中波峰焊的主要 缺陷,主要发生在电子元器件的周围,由诸多因素引起,它是控制器系统生产过程的主要缺陷之一,它的产生 是1个复杂的过程,也是最烦人的问题,要完全消除它,是非常困难的,一般来说,锡珠产生的原因是多方面 的、综合的及外界环境影响导致的,本文通过对SMT生产过程可能产生锡珠的各种原因的分析,提出相应得解 决方法。
0 引言
锡珠直径在(0.2~0.4) mm之间,也有超过此范围 的,主要集中在PCB板上元器件的周围。锡珠的存在, 为产品的质量可靠性埋下了隐患。原因是现代化PCB板 元器件密度高、间距小,锡珠在使用过程可能脱落、 转移,进而导致元器件短路,影响产品的质量及使用情 况。因此弄清它产生的原因,并对它进行有效的控制, 就显得尤为重要了。
1 锡珠缺陷现象及其判断标准
1.1 回流焊中锡珠缺陷现象
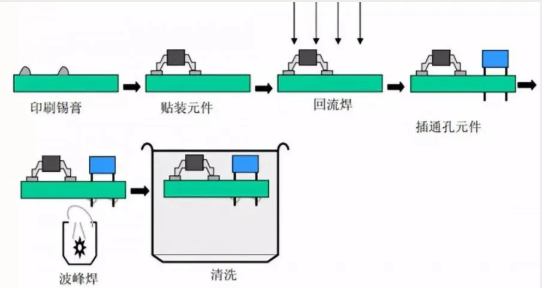
焊膏是由各种金属合金组成,回流焊接中锡珠通常 是在焊膏塌落(slump)或在处理期间压出焊盘时发生的, 如图1所示。在再流期间,焊膏从主要的沉淀中孤立出 来,与来自其他焊盘的多余焊膏集结,或者从元件体的 侧面冒出形成大的锡珠,或者留在元件的下面,如图2 所示。


1.2 IPC-610C对锡珠缺陷的可接收条件
1)不合格——1、2、3级要求
锡珠/飞溅的出现破坏了设定规定的最小电气间 隙;这些锡珠没有被涂敷层夹陷(指产品在正常的使用 环境下,锡珠不会发生移动),也没有附着在金属触 点上。
2)不合格(迹象)——1、2、3级要求
锡珠/飞溅分布在焊盘或印制线条周围0.13 mm范围 内,或者锡珠直径大于0.13 mm,如图3所示。

IPC-A-610C将0.13 mm(0.005 12英寸)直径的钎 料或每600 mm2(0.9平方英寸)面积上,少于5颗分为 第一类可接受的,并作为第二与第三类的工艺标记。 IPC-A-610 C允许“夹陷的”不干扰最小电气间隙的锡 珠。可是,即使是“夹陷”的锡珠都可能在运输、处理 或经受振动后变成可移动的。
2 回流焊接中锡珠的形成原因
1)解释回流焊中锡珠飞溅的几种理论
回流焊接过程中产生的溅锡珠现象的机理,目前存 在下列几种理论解释:
①“小爆炸”理论,如表1。

该理论认为:再流焊接中焊膏中助焊剂的激烈排气 可能引起熔化焊点中的小爆炸,钎料颗粒在高温中的 飞溅就可能发生。从而促使钎料颗粒在再流腔内空中乱 飞,飞溅在PCB上形成锡珠粘附。当PCB材料内部夹有 潮气时,和助焊剂排气有相同的效果。类似地,PCB板 表面上的外来污染也是引起溅锡的原因。
②溶剂排放理论
溶剂排放理论认为:焊膏助焊剂中使用的溶剂必须 在再流时蒸发。如果使用过高温度,溶剂会“闪沸” 成气体(类似于在热锅上滴水),把固体带到空中,随机 散落到板上,成为助焊剂飞溅。为了证实或反驳这个 理论,美国专家罗丝·伯思逊等人使用热板作样板进 行导热性试验,并作测试。使用的温度设定点分别为 190 ℃、200 ℃和220 ℃。试验结论是:不含钎料粉末 的膏状助焊剂在任何情况下都不出现飞溅。含有粉末的 助焊剂(焊膏)在钎料熔化和焊接期间始终都有飞溅。显 然溶剂排气理论不能解释锡珠飞溅现象。
③结合理论:
持此观点的人认为:当钎料熔化和结合时熔化材料 的表面张力——一种很大的力量——在被夹住的助焊剂 上施加了压力,当压力足够大时,猛烈地排出。这一理 论得到了对BGA内钎料空洞研究者的支持,其中描述 了表面张力和助焊剂排气之间的联系(助焊剂排气率模 型)。因此,有力的喷出是锡珠飞溅最可能的原因。接 下来的实验室助焊剂飞溅模拟试验说明了结合的影响。 完全的烘干大大地减少了飞溅现象,如表2所示(表2是 来自金属结合的助焊剂飞溅模拟-烘干的研究)。

2)可能引起溅锡珠的因素
根据结合理论建立的结合模型分析,具体影响飞溅 现象的潜在因素,如表1所示(表1可能引起溅锡珠的 因素)。
总之,任何方法,如果使焊膏粉球可能沉积在PCB 上,并在回流过程时仍存在,都可以产生锡珠。包括:① 在丝印期间没有擦拭模板底面(模板脏);②误印后不适当 的清洁方法;③丝印期间不小心的处理;④基板材料和污 染物中过多的潮气;⑤极快的温升斜率(超过4 ℃/s)。
3 回流焊接中的预防方法
1)最小化
优化助焊剂载体的化学成分和再流焊接温度曲线, 将溅锡减到最低。通过评估清楚地表明了活性剂、溶 剂、合金和再流焊接温度曲线对溅锡珠程度有重要影 响。这些参数的适当调整可以将溅锡珠现象减到最小。
2)确选择助焊剂材料
聚合助焊剂有希望最终提供1个可能最小化的溅锡 珠的解决方案,因为潜在的飞溅材料在温度激化的聚 合过程中被包围。因此,没有液体助焊剂留下来产生 飞溅。
3)回流温度曲线的选择
回流温度曲线和材料类型两者都必须调整以使飞溅 最小。图4示出了一条没有平坦保温区的线性上升温度 曲线,试验结果是所有材料都存在一些溅锡现象。基于 飞溅机理的假设,这个线性曲线没有充分烘干助焊剂。 图5所示的基本曲线包括1个160 ℃的高温保温(烘干) 区,以蒸发所有的溶剂。这种溶剂的挥发增加了剩余助 焊剂的粘性,减少了进入再流区后的挥发成份,因此减 少了飞溅。但是,这样烘干带来的潜在问题是钎料的熔 湿性变差和易产生空洞。使用惰性气体(氮气)可以帮助 改善熔湿和减少空洞,但对飞溅却无效果。


4)正确地设计模板开口形状
前面已讨论到模板开孔的形状是在免洗焊膏应用中 的1个关键设计参数。是形成具有高可靠性的高质量焊 点所要求的足够的焊膏量的基础。为了解决在片状元件 上的溅锡珠的问题,在探讨各种模板开孔的形状中,最 流行的是homeplate开孔设计(图6)。据说这种homeplate 设计可以在需要的地方准确地提供焊膏,从片状元件的 角上去掉过多的焊膏。可是,homeplate设计会带来焊膏 的粘附区域不足的问题,焊膏提供很小的与零件接触的 面积,因而易造成元件偏位。除此之外,homeplate设计 不能消除片状元件下面和相邻位置的锡珠。在片状元件 下面出现过多种焊膏的模板设计方案,包括:
① homeplate模板(图6);
②比矩形片状元件焊盘形状减少85%的模板(图7);
③对片状元件的T形开孔模板(图8)。

图6所示的模板能减少在片状元件上的锡珠的数 量,但是不能完全消除。图7所示的模板有80%的片状 元件出现锡珠。而图8所示的模板可去掉50%的锡珠。 因此,这三种模板没有哪个能有效地消除锡珠,同时在 装配期间提供足够的粘附力来将元件固定在位。图9示 出了85%的U形模板。在U形模板上,片状元件下面的 中间部分是没有焊膏的。模板材料是0.16 mm厚度的不锈钢,采用化学腐蚀工艺。这种设计已经证明可以提供 连续的焊膏沉淀。

试验证实了对片状元件使用U形开孔模板能较好地 消除锡珠。这种U型模板在其所需要的位置上可以提供 准确的焊膏,而没有可能造成锡珠从片状元件体下面挤 出的地方提供过剩的焊膏。U形开孔模板只在其需要的 地方出现焊膏,且分布在片状元件体的边缘,不直接在 元件体中间的下面。这样一来,如果片状元件贴放偏离 位置,焊膏沉淀足够在整个过程和再流焊接中维持住 零件。
4 结论
优质的焊膏结合正确的温度曲线,可以达到实际消 除焊锡和助焊剂的飞溅,相对于易挥发溶剂含量高和 熔湿速度慢的焊膏可以达到最好的效果。提供给表面贴 装元件的焊膏数量与位置的改善,直接影响锡珠与锡尘 的出现与否。通过在适当的位置提供适量的焊膏,最终 产品质量就可以大大提高。对片状元件来说使用U形开 孔,可以大大地减少锡珠的发生。对QFP焊盘的减小, 消除了相邻焊盘之间的锡尘。结合适当的焊盘尺寸与形 状,就可为PCB的装配生产形成一种优化的高质量的生 产工艺。
参考文献:
[1] 黎海明.锡珠的产生原因与预防措施[J].现代表面贴装技术, 2009(6):46-49.
[2] 刘秀峰,张军强.影响SMT焊接质量的几个工艺性设计因素[J]. 宁夏工程技术,2003,2(4):348-350.
[3] 李新满.电子焊接制程产生“锡珠”的原因及 防控措施分析[J].无线互联科技,2016(21):7980.






评论