千瓦级光纤激光器技术已趋于成熟

光纤激光器将主动(激光增益)光纤与一个或多个泵浦激光器(通常是激光二极管)结合在一起。光纤激光器有许多类型,包括低功率连续(CW)激光器、低能量和高能量脉冲激光器,这其中又包括超快光纤激光器。但是提起光纤激光器,也许很多人想到只是千瓦级连续光纤激光器,这类光纤激光器主要用于材料加工,包括切割、焊接、钎接、表面处理及其他诸多应用,并且光纤激光器正研究用于军事领域作为定向能武器。
本文引用地址:https://www.eepw.com.cn/article/201606/292431.htm光纤本质上是一种非常细的长棒,这种构造使其成为两种具有特别高的表面积与体积比的激光器中的一种(另一种是碟片激光器——宽的、极短的棒),这类激光器更容易保持冷却。光纤激光器的结构相对比较简单,易于维护;而且这类激光器体积紧凑,并且由于采用激光二极管泵浦,坚固且寿命长。
大范围的功率和波长
IPG Photonics公司市场开发经理Alexei Markevitch概述了千瓦级光纤激光器的波长和功率范围。“IPG公司生产波长为1μm(掺镱光纤)和1.5μm(掺铒光纤)的标准千瓦级CW激光器,同时也生产波长为2μm(掺铥光纤)的定制千瓦级光纤激光器,以及通过拉曼频移实现的波长在1.1~1.7μm之间的激光器。”他说道,“较长的波长使得非金属材料加工和其他新应用成为可能,并且被认为是人眼安全的,因为这些波长处的人眼损伤阈值比在1μm波长处高出很多数量级。”
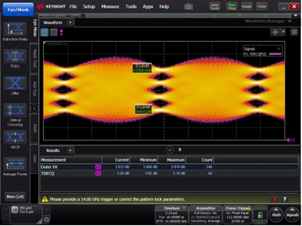
Markevitch指出千瓦级光纤激光系统工作在CW或高达5kHz的调制模式下,并具有从10%到全功率、且光束发散或光束轮廓无变化的动态范围。
Markevitch介绍说,在1μm波段,IPG公司的单模YLS-SM掺镱光纤激光器能提供1~10kW的功率范围。这些单模系统用于那些需要极高功率和极高亮度的先进材料加工应用中,例如精细切割和表面结构化、高反射率金属的切割、微焊接、烧结和雕刻,以及远程加工和定向能应用。
“IPG公司的多模YLS掺镱CW光纤激光器,提供1~100kW的功率范围,甚至可以根据客户要求定制高达数百千瓦的激光器。”Markevitch表示,“它们具有许多用途,包括切割、钻孔、钎接、焊接、退火、热处理和熔覆。随着设计的不断完善,标准工业YLS系统的电光转换效率现在已经达到了超过40%,业界记录的YLS- ECO系列的电光转换效率超过50%。”
相同的多模YLS激光器用于高、低亮度的应用,例如焊接、钻孔和精密切割——“这是一种前所未闻的能力。”Markevitch说道,“高亮度允许使用长焦加工透镜,用于大大改进场深,并将对光学元件的损伤降到最低。”
虽然高亮度多模激光器在材料加工应用领域占据主导地位,但是单模千瓦级CW激光器正在赢得越来越多的关注,因为它们可以使那些需要高CW峰值功率、极小光斑尺寸、和/或远程加工能力的新应用成为可能。Markevitch所描述的YLS-SM激光器的一些应用,包括用于筛选和过滤的不锈金属的高速切割、阳极和阴极电池箔的远程切削、铜(Cu)和铝(Al)箔的远程和气体辅助高速切削,以及最小畸变薄金属的大高宽比窄焊接。
Markevitch强调的千瓦级CW单模激光器应用的一项特定案例,是在汽车工业中的铸铁和铝发动机的微结构加工。环境法规对更低能耗、以及减少污染和二氧化碳排放量的要求,需要更薄、更轻的发动机。一种具有减薄壁厚的马达模块的新型设计,辅以激光材料加工,使得每个气缸可减少1公斤的重量。
为了获得更高的机械阻力并优化热传导,气缸周围喷有较薄的等离子体涂层(见图1)。在实施熔覆加工之前,气缸表面加工有微结构槽,微结构的典型特征尺寸为100μm或者更小。
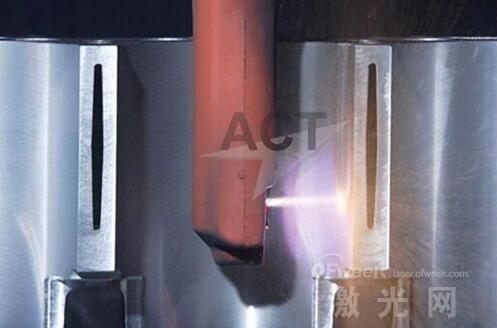
图1:采用IPG公司的2kW单模光纤激光器为汽车发动机加工的孔的圆筒形表面,然后采用等离子喷涂产生硬涂覆,取代传统的气缸套。激光加工微槽有助于涂覆粘附到气缸上。
以往这种表面结构化都采用机械或水射流加工。这些传统技术有种种弊端。例如,机械加工效率较低,只能垂直于表面进行,且处理不同零件和槽尺寸时需要更换工具。水射流具有非常高的功耗(每个喷嘴120kW),以及较大的耗水量(水受铝污染),在铝中产生海绵效应,需要在真空腔内干燥,并且只能在铝零件上完成。
“额定功率为2kW的单模YLS-2000-SM激光器,可以加工铁(Fe)和铝(Al)零件,易于适应处理不同直径且具有不同深度(深达30μm)的槽的零件,最大功耗为5.5kW。”Markevitch解释道,“还可以实现不同的凹槽角度。槽的质量和生产率相比传统技术均大大改善。”
模块化设计
美国Lumentum公司激光器产品与技术高级主管Erik Zucker,描述了该公司的Corelight千瓦级CW光纤激光器产品线的模块化特点和内部运作。“我们的基本构建模块是一个输出功率超过2kW的双包层光纤、单振荡器模块,”他解释说,“可以将几个这种模块组合在一起,通过单光束提供明显更高的功率。我们的光纤激光器主要用于2D金属板切割,包括低碳钢、不锈钢、铝、铜和黄铜等多种材料。它们也可以用于金属焊接、钎焊和熔覆应用。”
2kW光纤激光器模块由单光纤振荡器构成;该单光纤振荡器构成通过Lumentum公司的ST系列高亮度、光纤耦合激光二极管阵列进行端面泵浦,Zucker表示该泵浦激光器也是由他们公司自己设计和制造的(见图2)。

图2:6kW的Lumentum光纤激光器包含三个2kW的模块和一个光纤合束器模块(a)。该光纤激光器由该公司的ST系列高亮度光纤耦合激光二极管泵浦(b)。
“每个泵浦源从106μm芯径的光纤中产生140W的输出功率,电光转换效率高于50%。”他解释说,“多根泵浦光纤与单根光纤熔接在一起,再熔接到振荡器的一端。光纤布拉格光栅确定了腔和输出耦合器。由于2kW的功率是从单个模块产生的,光束参数乘积(BPP)很小,通常为0.8mm-mrad。这允许将大景深的小光斑直径聚焦到金属切削应用的工件表面,反过来又产生了非常高的强度,形成极其有效的切割。”
Zucker指出,采用Lumentum公司光纤激光器的2kW输出,可对25mm厚的低碳钢进行切割,而4kW的CO2激光器只能切割厚度最大为22mm的钢材。小的BPP带来快速切割:例如,4kW的功率能够以75m/min的速率切割1mm厚的铝;而6kW的功率能以94m/min的速率切割1mm厚的铝。
日本Amada公司是Lumentum公司的一家研发伙伴和客户,该公司将2kW激光器整合到其切割工具中。2kW激光器的小BPP,使部件能具备一种被称作ENSIS的性能,允许对工件上的光斑尺寸进行动态电调节。对于自动切割工作,Zucker介绍说,ENSIS可以无需操作员干预,从薄到厚金属切削进行调整,提高加工车间的生产率。
将光辐照到工件
德国罗芬公司生产输出功率500~8000W之间的CW高功率光纤激光器(FL系列),提供多种方案将激光器输出光辐照到工件上。该公司的激光器可以配备直接熔接光纤获得单模或多模光束质量;或者配备光纤至光纤耦合器或光纤至光纤开关,获得多模光束质量,这种方案允许用户插入多达四根光纤,用于串行或并行光束应用,罗芬公司的激光光源产品经理Wolfram Rath介绍说。
带熔接光纤的型号更加紧凑,为单机柜;而带光开关的型号具有独立的附件,实现光束管理。该激光器用于切割、焊接和表面处理,以及各种由集成扫描头加工支持的、基于扫描头的应用。
Rath介绍说,FL系列光纤激光器使用大模场面积双包层光纤作为增益介质。“包括主动单模纤芯和大直径包层,光束在其中传播,”他指出,“长寿命泵浦模块出射的泵浦光,通过泵浦耦合器从两侧送入包层。它们为被动冷却,容忍独立的单个故障,需要时可以在现场进行更换。谐振腔镜通过刻写光纤布拉格光栅(FBG)形成。”
单个光纤激光器模块的激光输出功率达到2.4kW,额定功率为2kW。通过全光纤功率合束器,可以组合多达四个光纤激光器单元,获得8kW的总额定功率,这可以通过多达四根100μm芯径的加工光纤传输至加工单元。

图3:罗芬公司基于扫描头的光纤激光器正在进行汽车零部件焊接。


评论