整流变异常故障现象的分析及对策

1引言
本文引用地址:https://www.eepw.com.cn/article/201182.htm石墨生产是把石墨焙烧制品置于石墨化炉内,通过大电流低压电加热产生热能,经炉内物理化学反应机理,使六角碳原子平面网格从三维空间的无序重叠转变为三维空间有序重叠,石墨制品有严格的焙烧工艺过程,单位时间内,电压、电流、温度相互配合,特别是高纯度石墨化生产工艺,每焙烧生产一炉石墨制品(180h),由最低电压逐步升高到最高电压,同时每升高一级电压,需要结合焙烧工艺及检测炉内温升理化情况,需停电散热再送电工艺过程。为此说明,石墨化整流变属于在恶劣工况下运行的电气设备,本文根据一套石墨化生产线,整流变压器型号:ZHSFPZ-8000kVA/35kV,在正常生产停送电过程中发生两次轻瓦斯气体报警信号,并从气相色谱报告及电气试验综合分析,判断整流变压器内部故障,经现场吊芯检查,找出故障点及排除故障措施,经近两个月的运行安全稳定,节约了吊装运输、返厂维修、停工停产等诸多费用。
2整流变压器故障现象
一套8000kVA/35石墨化生产线,2005年投入运行,在近段生产中,一个生产周期(一炉产品)先后发生两次轻瓦斯气体报警信号,第一次轻瓦斯信号是在炉子正常停炉散热后,当时运行电压100V时(21档),送电时一次电流突然增大,并出现轻瓦斯气体报警信号,后停电排轻瓦斯气体试送电正常,未发现异常现象;第二次轻瓦斯信号同时在炉子正常停炉散热时,当时运行电压120V时(27档,最高电压级),送电时一次电流突增,并出现整流变异常声音及产生轻瓦斯气体报警信号,经排瓦斯气体闻有臭味,明火点燃易燃,后试送电运行正常。对两次轻瓦斯气体报警信号高度重视,一方面加强整流变压器重点监视运行措施,防止事故扩大,确保该产品焙烧结束,把损失降到最低限度;另一方面取油样进行色谱分析,尽快查找整流变压器故障隐患,现从三方面综合分析。
3 整流变压器故障原因分析
3.1 取油样气相色谱分析;
气相色谱分析----是气体先溶于油中,超过油的溶解限度时会形成游离气体,这些气体的组成与故障类型及严重程度有着密切的关系,所以,气相色谱分析能尽早的发现变压器内部是否存在故障,并可随时监视故障部位及发展状况。气相色谱分析数据报表,如表Ⅰ
表Ⅰ 气相色谱分析数据报告

分析意见:氢气乙(H2)乙炔(C2H2)已超过注意值,根据三比法编码规则,编码组合:0—0—0,参考故障类型:150-300℃范围有过热性故障,如:线圈外包绝缘脆化,绕组油路堵塞,铁芯局部短路等故障,建议跟踪分析,监视运行。
3.2 电气试验检测
该炉产品焙烧结束后,停电做电气试验检测,整流变压器共进行四项电气试验工作,试验结果如下:
(a). 绝缘电阻测量,低压400MΩ,高压绝缘电阻均在1000MΩ以上,低压绝缘电阻较低的原因分析,低压二次端子用铜排出线,外加装3240酚醛板,酚醛板外部表面及缝隙粘有石墨粉尘。
(b).直流电阻测量,最大相间不平衡系数在高压侧,为1.55%,此值和整流变出厂试验报告对比,接近常值。
(b).单相空载试验,空载电流比出厂值约5%,应在合格范围内。
(d).铁芯接地点对地摇测,断开外部接地线, 2500V摇表测试为180MΩ,初步分析判断铁芯有多点接地隐患。
3.3 现场吊芯检查。
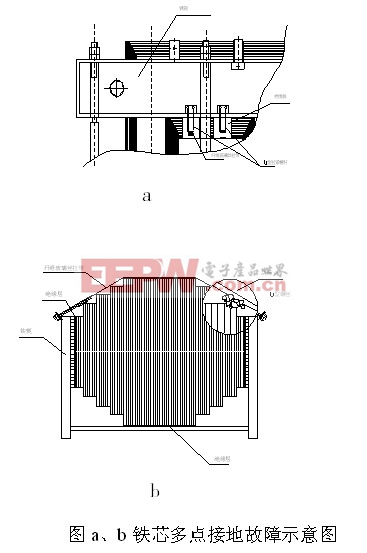
为了尽快消除整流变压器故障隐患,防止事故扩大,根据整流变压器故障现象。色谱分析报告及电气试验综合分析,并和整流变压器厂家技术人员共同商讨,初步判断故障点在铁芯局部,决定采取现场吊芯检查措施。吊开上节油箱,检查发现上铁轭U型拉紧螺丝帽松动,(如图所示:故障接地点位置a、b),中间绝缘纸板脱落,造成U型拉带拉紧螺丝杆与铁芯似接非接现象,铁芯表面有明显粘有烧熔金属物,烧伤面积30×20mm²,U型拉紧螺杆烧损10%.
3.4 故障原因分析
(a) 该特种石墨制品焙烧工艺需求比较严格,一个生产周期180小时,并结合焙烧工艺及检测炉内温升理化情况,需停电散热再送电工艺过程15余次,停送电较为频繁,U型拉带螺帽松动,造成螺杆与铁芯之间绝缘纸板脱落。
(b) 在送电过程中,由于整流变压器受电磁机械力的作用,使U型拉带螺丝与铁芯局部连接,造成铁芯多点接地故障,在铁芯中产生涡流发热。
4解决故障措施
4.1用锉刀把铁芯表面粘连烧伤的金属物进行处理,用托盘对处理掉的金属物进行管理回收。防止金属物落入油内及铁芯线圈内部。
4.2松开上铁轭加紧螺丝,使铁芯叠片同时松开。用远红外发热板烘烤铁芯受损部位约100℃,待铁芯局部油污烘干后,涂抹绝缘漆,再烘干处理,确保局部铁芯片绝缘良好。
4.3 更换U型拉紧螺丝杆及绝缘纸板,同时调整U型拉紧螺杆角度、距离保持在5mm。
4.4 防止同类故障再次发生,对其它U型螺杆紧固,绝缘处理及角度、距离调整。
5结束语
该整流变压器故障,经过几个方面的综合分析,查出问题存在的原因,采取现场排除故障措施,消除了故障隐患,经近2个月的运行安全稳定,该故障的解决避免了吊装运输、返厂维修、停工停产等诸多经济损失。



评论