用于混合动力和电力驱动的逆变器

引言
本文引用地址:https://www.eepw.com.cn/article/196587.htm据调查显示,目前正在投入使用的功率模块中有4%是用在汽车应用中。未来几年,这个市场预计将每年增长20%。用于混合动力和电力驱动的逆变器已经可以在货车、巴士和农用车以及汽车和赛车应用中见到其踪影。由于不同的应用领域有着不同的需求,所有情况下的主要关注点是为功率模块开发可靠的封装技术。如今最普遍的封装解决方案是有基板和无基板的焊接模块,以及最近采用烧结技术的无基板模块。这些封装技术有着不同的优点和缺点,这就是为什么使用寿命设计要求就混合动力和电动汽车应用的要求评估这些技术。例如在冷却水循环下,变化的环境温度是被动热循环的原因。此外,功率半导体中产生的功率损耗产生短暂的(5~20s)t=40℃~60℃的温升。这里,功率半导体被从70℃的冷却水温度加热到超过110℃~130℃,之后它们又回落到冷却水温度。由于所使用的材料有着不同的热膨胀系数,因此每一次的温度变化都会导致机械应力的产生。这是导致焊接和键合连接中材料疲劳的原因,并最终导致组件出现故障。
避免焊接连接
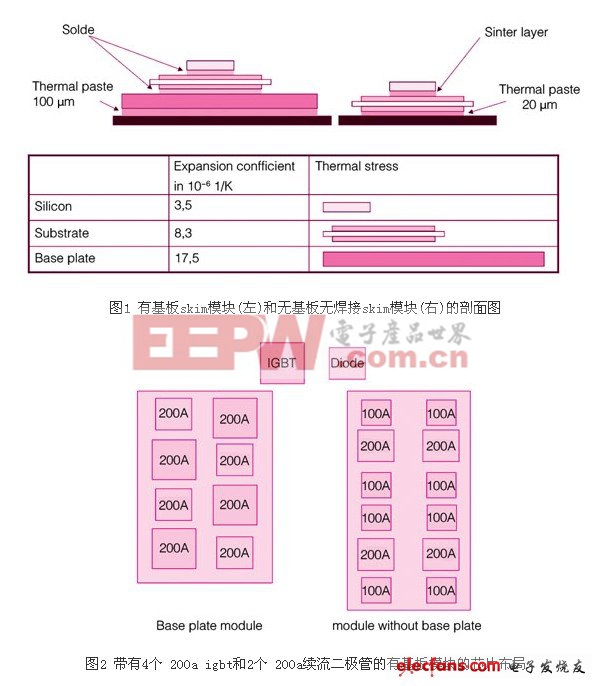
在采用压接技术的无基板模块中,有几种途径可用于提高模块的可靠性。通过不断避免焊接连接,焊接疲劳——这一功率模块的主要故障机理——是可以完全消除的。这里,芯片和绝缘dbc陶瓷基板上的焊接连接被一个高度稳定的烧结层所取代,采用压接技术进行导电连接。去除基板有许多好处:首先,可以减小模块与散热器之间导热涂层的厚度。导热涂层是功率模块中影响总热阻的主要因素之一,这就是为什么要用尽可能薄的导热涂层的原因。在有基板模块中,需要一个75~150μm的导热涂层以弥补基板的弯曲。在无基板模块中,要主要需要处理的问题是如何对散热片和dbc陶瓷基板表面的粗糙度进行补偿,这就是为什么一个20~30μm的导热涂层是足够的。去除基板意味着去掉了一个导致热应力的主要因素。
焊点的去除消除了焊料疲劳,这一功率模块中常见的故障机制。基板的去除也消除了大部分的热应力。40℃/125℃的加速被动热冲击测试表明,温度传导应力被有效地被减少了,可靠性大大增加:在无基板烧结模块情况下,可能的热冲击次数增加了15倍。去除焊接互连和基板的进一步优势在于,有基板模块中,焊接dbc基板的面积应减小到最低限度以减少焊点材料的疲劳;这里,基板的高导热确保了所需的热传播。相比之下,设计无基板模块时,dbc基板的面积就可以更大了,如图1所示。
优化热分布
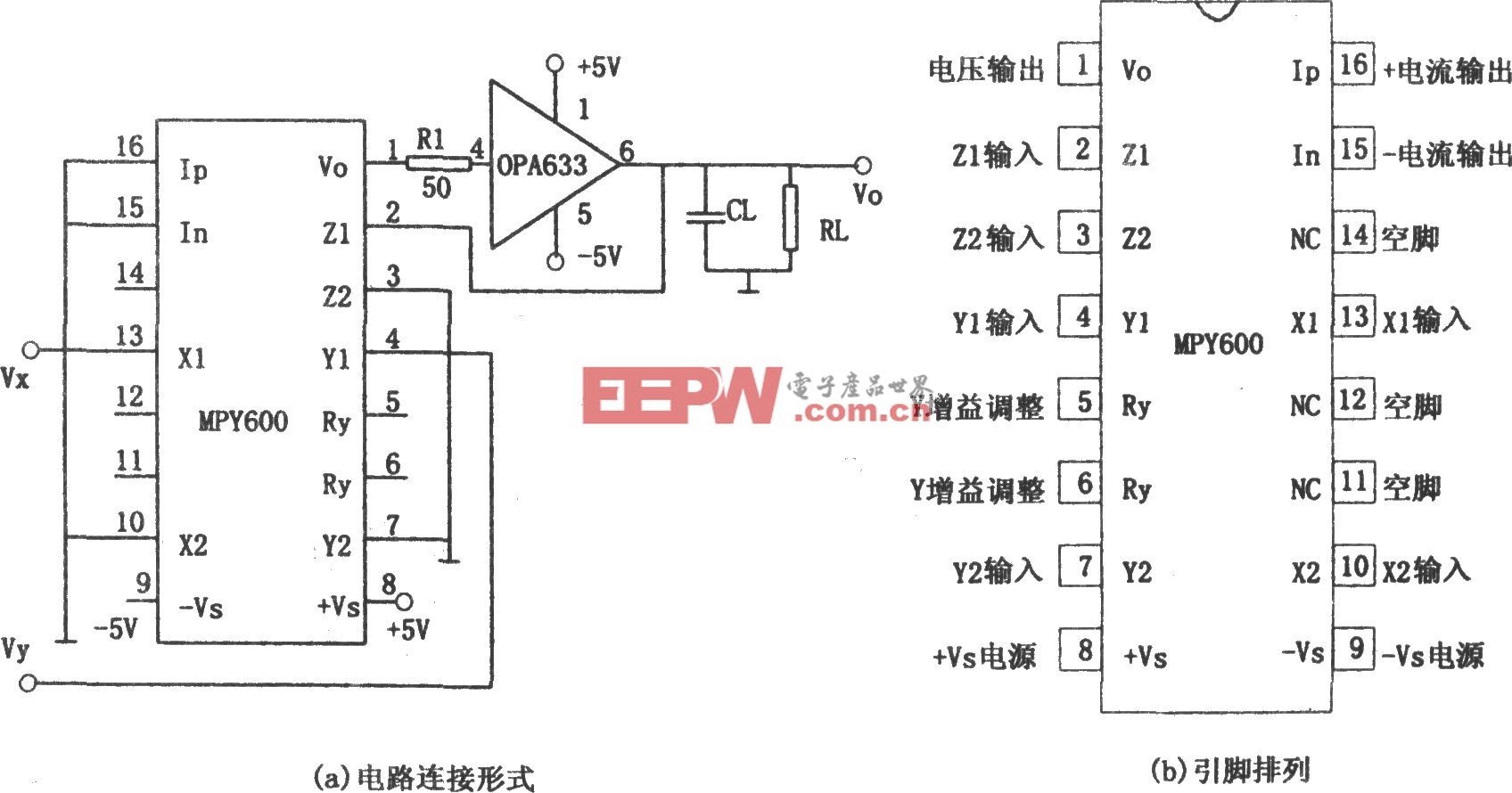
下文着眼于三相400a、600v逆变器模块中igbt和续流二极管的定位。在有基板模块情况下,每个半导体开关用了两个200a的igbt和两个200a的续流二极管,如图2所示。因此,一个完整相包括四个igbt和四个续流二极管。用于无基板模块的优化排列是每个开关有四个100a的igbt和两个200a的续流二极管(每相有八个igbt和四个续流二极管)。这意味着,无基板三相模块的基区面积比有基板模块的约大10%左右。
相比之下,带有8个100aigbt和2个续流二极管的无基板skim模块的布局为优化热分布和散热采用了面积较大的dbc陶瓷基板。逆变器运行时,产生导通和开关损耗,这意味着功率半导体成为一个本地热源。在三维有限元计算的帮助下,可以计算出任何给定运行状态下逆变器模块和散热器中的热传播,如图3所示。例如,当混合动力或电动车辆加速时,大部分功率损失是产生在igbt上的,而续流二极管承受较低的负载。

负载条件:电池电压=350v、输出电流=250a、输出电压=220v、输出频率=50hz、开关频率=12khz,相位角cosf=0.85,冷却介质温度=70℃。这就是为什么在热成像图中,igbt的位置呈现为一个强烈的热源。在有基板模块情况下,热量集中在三相配置的中心。由于半导体紧密的定位和相间的短距离,igbt的温度在这一点是最高的。虽然在此运行状态下,续流二极管只承受中等的负载,igbt导致模块中心的续流二极管显著升温。相比之下,逆变器模块边缘的二极管温度要低15℃。尽管有底板,逆变器模块边缘区域的功率半导体模块的温度要远远低于模块中心的,最终导致三相的非均匀热分布:中间相igbt的平均热负载几乎比边上两相的igbt的平均温度高10℃。igbt温度的最高值和最低值相差超过20℃。中间相限制了整个逆变器模块的可用电功率。这会有两个后果:一方面,不得不选择冷却条件和负载,这样中心dbc基板的温度不至于过高;另一方面,温度传导的损伤机理对中间相有较强的影响。这意味着为逆变器功率电路的设计工程师应始终把中间相的温度因素包括进去。


评论