基于CC―Link网络的PLC控制系统

3 CC―Link网络控制系统的设计
3.1 网络控制系统的构成
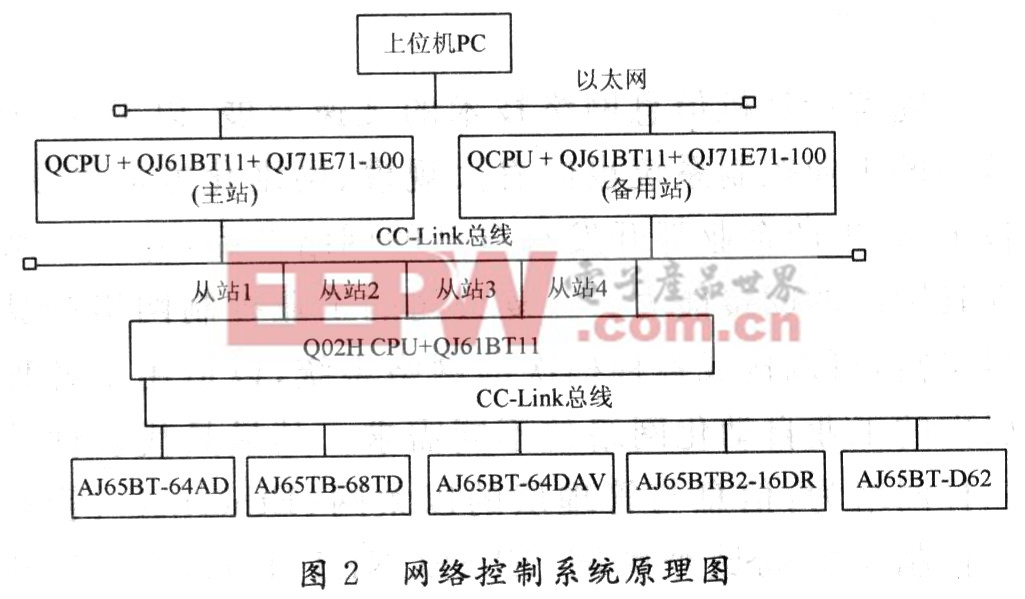
图2为炉窖网络控制系统原理图。控制系统设计4条生产线,图2只给出炉窖网络控制’系统中的1条生产线,其余3条从站的配置是相同的。为了提高整个控制系统的安全性以及可靠性,系统采用了双机冗余措施。在双主机系统中,二者处于对等地位,并且同时可以监测对方的运行情况以及网络的冲突侦听,并相互间传递心跳信息,一旦发现对方系统出现故障或者连接的网络故障,监测方立即接管测控任务,从而保证了系统在任何时候系统主机的完整性和完好性,只要主机和网络安全,控制系统便会安全,实时性便可得到保证。两台冗余主机的配置均采用Q系列CPU,CC―Link总线模块QJ61BTll,QJ71E71―100以太网模块,主机配置相同以保证二者的相近似,满足系统相似性原理,对控制系统的安全性设计提供了保证。
从站采用Q02H CPU智能控制单元,主要作用是管理模拟量采集(A/D)模块、模拟量输出(D/A)模块、数字量输入(DI)/数字量输出(DO)的端口I/0操作以及计数定时模块的设定,并且将所采集的数据负责上传到主站,并从主站获得的控制参数下传到模拟量输出、数字量输出模块,控制相应的执行结构。A/D,D/A,DI/DO以及计数定时模块分别用于采集煅烧炉中的温度、给控制三相异步电机旋转的变频器提供O~10V控制信号源、控制电机的起停以及监测控制开关的状态、控制三相异步电机旋转的时间等。模块的选用为:模拟量采集:AJ65BT一64AD;模拟量输出:AJ65BT一64DAV;数字量输入/输出:AJ65BTB2―16DR;热电偶输入:AJ65TB一68TD;高速计数器:AJ65BT―D62。
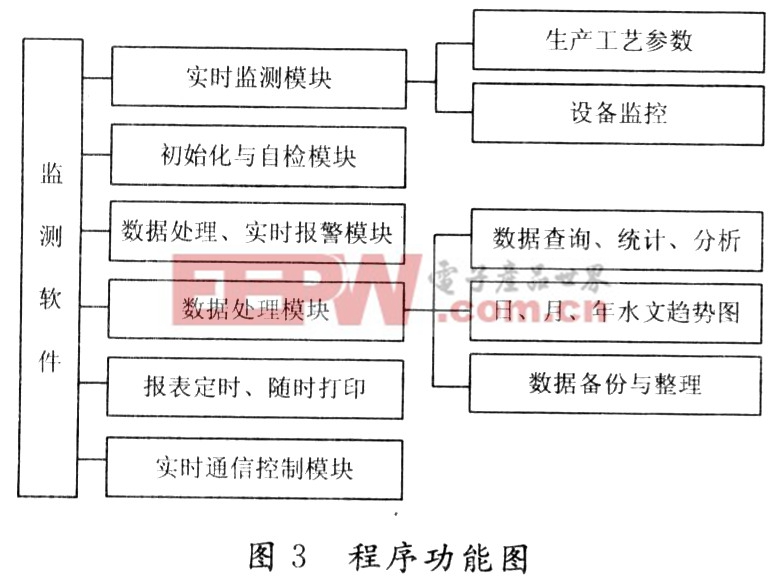
为了将系统集成为具有测量、控制、管理功能于一体的测控系统,在车间级的Intranet中集成了生产在线数据库以及控制参数与工艺数据库服务器,生产在线数据库服务器主要用于管理当日当班的人员、计划调度以及生产完成情况,工艺数据库服务器主要用于记录生产工艺参数、重要工段以及重要设备的定时抽检数据、故障几率等,便于了生产管理。整个程序的设计功能见图3。











评论