直流电弧炉电极升降控制系统的问题分析及改进

1概述
本文引用地址:https://www.eepw.com.cn/article/159848.htm直流炼钢电弧炉在冶炼过程中,其初始熔化、熔化、氧化和还原各个阶段对供电制度(即电压、电流的大小)有着不同的要求,以求节能降耗、提高工效、达到最佳技术经济指标。
与交流炼钢电弧炉的控制方式不一样,直流电弧炉的弧压(即电弧电压)和弧流(即电弧电流)的大小是由两套完全独立的调节系统分别控制的,弧压和弧流可以线性地分别独立地进行自动调节,以满足冶炼工艺对供电的要求。
弧流调节系统以晶闸管整流器作为调节对象,电弧电流自动闭环稳流调节器控制晶闸管整流器直流输出电流,有静态情况下,自动稳流系统可以保持弧流恒定不变。在有效控制范围内,弧压的变化不会引起弧流随之而变,这样就为独立调节弧长和弧压创造了条件。
直流电弧炉在冶炼过程中,电极升降控制系统以电极定位机构为控制对象,其主要作用是调节电弧弧柱的长度(即弧长)。根据有关文献资料分析,电弧电压Va和电弧长度la之间近似地存在着以下关系:
Va=kala
式中ka=0.6~1.1V/mm称之为电弧电压梯度,弧压梯度大小的变化取决于炉内的气氛。相对于弧流和弧压的变化速度而言,认为ka值的变化十分缓慢,可近似地看作常数。由此可见,弧压与弧长成近似的线性关系。调节弧长的长短相当于调节弧压的高低。当弧流恒定不变时,调节弧长也相当于调节电弧功率的大小。因电弧功率Pa=IaVa。所以,电极升降控制系统性能的好坏直接影响电功率的输入和电炉的运行状态。
甘肃华藏冶金集团特殊钢厂两台标称容量为5吨的直流炼钢电弧炉于1997年开始投入试运行,投运后发现电极升降控制系统工作不正常,存在的问题主要表现为:
(1)运行不稳定,电极窜动频繁、持续时间长,电炉不能连续稳定地获得有效的电弧功率输入;
(2)弧压低,在交流电压最高的第五档,弧压(直流)值也只能达到250V左右,严重地限制了电弧功率的提高,变压器网侧功率因数也相对较低;
(3)弧压调节范围小,实际弧压值不是跟随给定弧压值线性地变化。控制性能不能满足冶炼工艺的要求,不能准确地将弧压稳定在给定的值上;
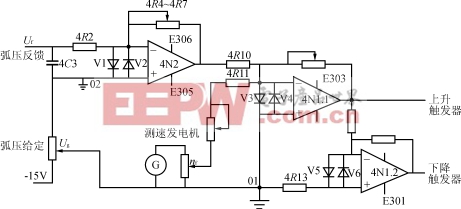
图1原调节器基本原理图
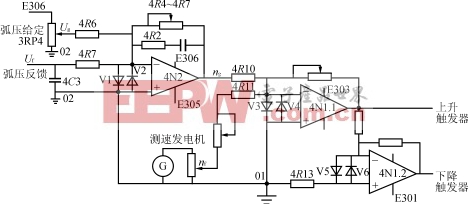
图2弧压和转速双闭环调节器基本原理图
(4)电路故障率高,经常停电检修,调整或更换元器件,严重影响生产。










评论