台达驱动器在注塑机上的双泵控制应用

5 调试后全自动波形图
调试后的全自动波形图如图2所示。
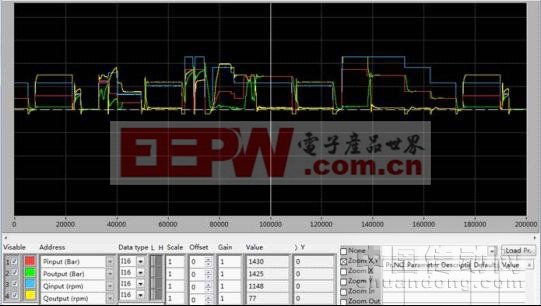
图2调试后全自动波形图
1调试过程中存在的问题
由于存在加、减速过程,导致注塑过程经常处于加、减速的过程中,注塑产品是一个对工艺比较敏感的过程,往往加速过程会使产品产生严重缺陷。所以要求加速过程要非常快,即要求动态响应非常快,否则会造成成品率下降的情况;
注塑机在合模时需要很大的力,变频器控制时经常会出现过流的情况,所以要求变频器有强的过载能力;
驱动器作为一个干扰源,经常对注塑机的温度板、动作顺序以及自身接收的压力流量信号、传感器信号都会有一定程度的干扰。要求驱动器一定要作抗干扰处理;
从泵在不同油路设计中要考虑从机反转泄压扭力限制03-16,若是此参数设置不合理将会造成从泵驱动器在个别动作中使直流母线上的电压瞬间升得很高,使驱动器报oud或oun。
2注塑机使用驱动器时的注意事项
驱动器容量的选择:在选配驱动器容量前,应实测一下注塑机在各个工序过程中,油泵电机工频状态运行的最大负荷电流,作为选择变频器容量的依据。变频器的额定电流最好为控制电机额定电流的1.1~1.5倍,且电压等级与控制电机相符。
驱动器的安装环境:因为塑胶厂环境温度高,塑料粉尘多,因此节能装置的柜体要设计合理,柜内驱动器周围应留足够的空间,保证良好的通风渠道,并加装冷却风扇以强迫风冷。现场需安装在通风良好,远离热源和尘埃多的地方。
驱动器对注塑机工作的干扰处理:变频器的输入和输出电流中都会有一定量高次谐波成份,传出来便形成了干扰注塑机正常工作的信号。应采取以下措施:
(1)不要将驱动器的输入、输出电缆与驱动器的控制信号(包括其它设备的控制信号线)平行走或捆扎在一起;
(2)在驱动器的输出侧加装磁环(抗共模干扰零相电抗器)减小高次谐波电流,特殊情况输入侧也需要加装;
(3)驱动器的外壳必须可靠接地。
3总结
VJ驱动器用在注塑机上的双泵合流控制具有省电、精确与油压机高射速、高响应特性,成本适中等优点。主要体现在如下几点:
(1)超省电节能:比传统定量泵油压系统省电30%~80%;
(2)系统油温低:油温降低5~10℃,减小冷却器规格;
(3)重复精度高:实现了精密的流量压力控制;
(4)速度响应佳:速度响应30~100ms以內;
(5)耐恶历环境:采用防震、防油、防尘的Resolver。






评论