装配线每年可生产1百多万件电子驻车制动器

Küster 使用了整个系列性能可扩展的 Beckhoff 产品:控制装置包括 BX 系列 Ethernet 总线端子模块控制器、嵌入式控制器 和作为行尾计算机的 C6650 系列工业 PC。软件包括 TwinCAT I/O、TwinCAT PLC 和 TwinCAT NC I。它们的共同点在于,所有的控制器都在一个网络中运行且与数据库相互配合。

用于校正系统的控制柜

电机和齿轮组的预装配

Küster Automotive Control Systems GmbH 是欧洲市场上电子驻车制动器 (EPB) 供应商的领导者之一。
生产电子驻车制动器的四条装配线都使用 Beckhoff 技术实现了全自动化。
Beckhoff 技术在 Küster 的成功应用始于 2003 年,作为首次电子驻车制动器试验台上的试用,并沿用至今。凭借其于开放的控制技术和灵活性,Beckhoff 很快便成为 Küster 的标准控制技术供应商。如今,整个 Küster 集团都在使用 Beckhoff 的控制器,而且这种上升趋势还在持续。同时,Küster 还向其供应商指定使用 Beckhoff 技术,从技术上讲,Küster 和 Beckhoff 之间的关系正不断地加强。当 Lightbus 协议不在能满足 Küster 的速度要求时,Beckhoff 正巧开发出了 EtherCAT 现场总线。
操控装置和 MES 系统间的完美通信
电子驻车制动器生产的每一步都必须进行批准、测试和记录,控制构架正是按照这种要求成形。(参见图解)另外,其包括系统计算机和装配有 TwinCAT PLC 自动化软件的 C6650 控制柜工业 PC,用于控制生产。制造执行系统(MES)数据库记录过程中的所有事件。Beckhoff 控制器和 MES 间的互动非常集中。通过 iTAC 软件 AG(Oracle 数据库供应商)、Beckhoff 和 Küster 生产设备部的合作,用于此的适当编程接口可在短时间内执行。
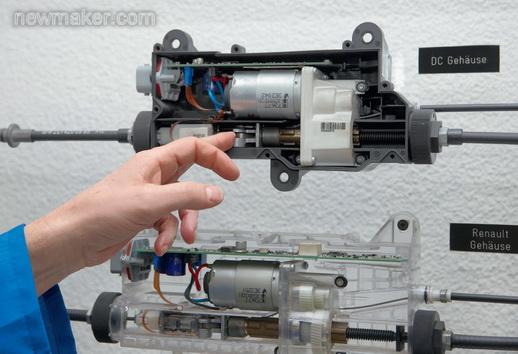
电子驻车制动器组件:顶端是带倾斜传感器的控制印刷电路板。中间是(DC)电机/齿轮组。通过花键轴的旋转运动生成扣紧力,花键轴额外装配有力传感器和应急释放机构。所有的组件都装配到成品电子驻车制动器中,随后进行测试。

可在前台中的产品传送器上看到电子驻车制动器外壳盖,其后是刚装配好印刷电路板的电子驻车制动器外壳。下一步是装配电机/齿轮组。

评论