如何有效进行产品的尺寸控制

随着整车厂对产品尺寸要求越来越高,要使总成尺寸达到产品图纸要求,需要对冲压件及总成制造过程从严控制,其控制能力综合反映了一家企业的产品开发和质量控制水平。上海拖拉机内燃机有限公司(简称:拖内公司)结合自身产品的特点,通过不断地总结和探索找到了一个适合自己的尺寸控制方法,即抓住根本,控制产品的变差源。
本文引用地址:https://www.eepw.com.cn/article/196203.htm在产品开发阶段,有4个阶段会对产品尺寸产生较大影响,分别为产品设计、工艺开发、试生产及批量生产,各阶段产生的影响程度和侧重点不同。要控制变差源,开发阶段控制占70%,过程控制占30%。在开发阶段,产品设计和工艺开发尤为重要。
产品设计的合理性
产品设计要避免冲压成形工艺过于复杂,减少冲压回弹和零件干涉现象,对于冲压件上有相对装配关系的孔尽量在同一工序上冲压,重要孔位尽量安排与定位孔同一工序冲压。模夹具设计定位必须可靠,如夹具定位孔必须选择传递冲压的主定位孔,定位面必须选取冲压件的可靠面。再次,工装设计时要便于员工取放料,易于操作和维护,以防生产过程中因人机工程问题造成的尺寸变差。最后制订冲压件孔径公差表,规定每个冲压件的孔径及孔位,按总成要求的80%收公差,预留20%给总成调节,保证总成尺寸合格率。
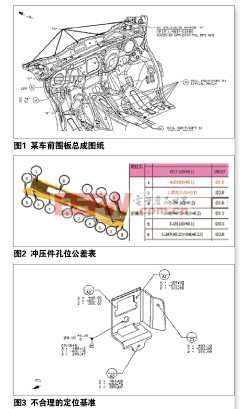
如图1中,5个φ6.5的孔在单件图纸上的位置度未注明要求。如按默认公差2.0来做的话,明显低于总成1.4的要求,这样即使零件孔位在公差之内也很难保证焊接后的总成孔位要求,故我们把冲压件孔位公差收到1.0。
定位基准的合理性和一体化
要保证零件质量,首先定位基准满足3,2,1原则。有些图纸从表面看似乎符合3,2,1原则,但实际定位是不合理的。如图3中,A1、A2、A3都是控制Z向的,但是它们不在一个平面上,A3这个面既是定位面又是配合面,即使该翻边面有回弹、超差,在零件检测时也不易发现。若A3放在底面更为合理,更能有效控制产品的配合面。
其次,要建立车身统一基准系统,用于统一从冲压件、零件检具、焊接总成、白车身装配到总装装配的主定位基准原则,建立MCP(Master Control Point)清单,便于冲压、焊接、总装工艺在开发定位工装时协调一致,避免因工序定位选择不同而产生偏差。同时还要保证测量定位基准与制造夹具的定位基准一致。
夹具的定位方式
考虑到钣金件回弹、形状不规则、材质及冲压工艺的影响,焊接夹具都采用过定位设计以校正零件变形,而且定位夹紧单元都设计成三维或二维方向可调以适应零件变化。在定位孔处理上除了采用过定位销外,拖内公司对定位销采用收公差的办法,主定位销比孔的公称尺寸-0.05mm,对于如B柱总成、A柱总成在内外板装配时利用对穿销定位,从而提高工装稳定性。
在试生产前,工装夹具的安装非常重要,只有合格的工装才能生产出合格的产品。夹具安装到位后,需使用测量设备(如激光跟踪仪)对所有定位孔面进行全尺寸测量,建立完备的定位基准数据,便于生产期间的产品尺寸协调。以大尺寸、复杂零部件为先导,其余零件随后装上夹具,即逐次“定位-夹紧”。
一般工装到位后的试生产需要维持6个月,以满足投产不同阶段的质量控制目标。试生产阶段主要是解决实际零件和工装夹具的匹配协调性,同时解决操作过程中的实际困难,直到到达设计要求的节拍以及质量目标才可转入到批量生产。
数据的收集和分析
产品尺寸数据获取的方式很多,最常用的是通过三坐标测量系统、检具等工具都可以检测出实际零件相对于设计数模的符合性,再对比开发初期就制定好的各测量点公差带以及合格率的要求,从而判定产品尺寸的合格率。
基于三坐标测量系统的数据,一般复杂总成件可以得到多则上千少则数百的产品测量点数据,但是逐个分析没有可能也不必要。目前拖内公司的做法是:先统计不合格点的状态,然后在数据稳定的情况下对生产过程进行确认并整改。还关注不合格点的超差情况和分布,同时计算一些总装和顾客关注的需要控制的点的过程能力(CP),通过部分代表的点反映整个产品的质量状态。

产品尺寸变差整改
数据收集和分析可以确定问题所在,并找出问题出现的根本原因。通过工程师的简单确认,基本可以排除或纠正人员和方法两方面的影响,之后,再用检具检查冲压件。同时根据总成数据分析的结果,首先检查问题点焊接夹具定位面、定位销的位置精度,记录偏离值并判断是否与问题的趋势一致,如果一致先调整到理论位置。其次将零件置于夹具之上,观察零件与定位面和定位销的对应状况,调整确保零件与定位面之间无干涉部位。再次,检查零件在夹具上定位后是否有转动或移动现象,记录定位销与零件孔的对应尺寸,结合材料检测数据和产品的尺寸数据分析结果,形成对定位销和面的整改措施。原则上,材料有问题先整改材料,然后整改机器(焊接夹具),但实际上只要材料状态保持稳定,很多产品尺寸问题都是通过夹具整改完成的,因为夹具整改相对来说更有效率也更经济。
尺寸在开发完成进入批量生产一段时期以后,材料和机器也相对稳定,这时只要定期检测材料和机器的状态,及时维护保持稳定就可以了,同时需要把精力转到对人员和工艺方法的执行管理方面。在批量生产阶段,通过SPC控制图可以预防一些定位销、面松动和磨损的情况。



评论