基于台达20PM的点胶机数控系统

20PM有专门的编程软件PMSoft 1.03。启动时通过新建一个程序实现的。
4.1 初始化
上电初期启动正方向脉冲初始化X/Y/Z轴的基本参数,如图1图、2所示。
图1 运动方向初始化
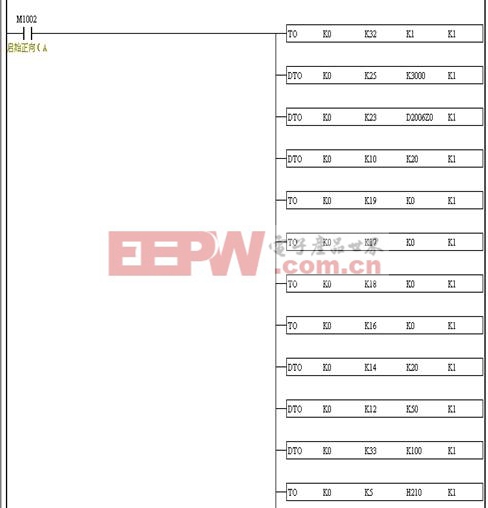
图2 工作模式初始化
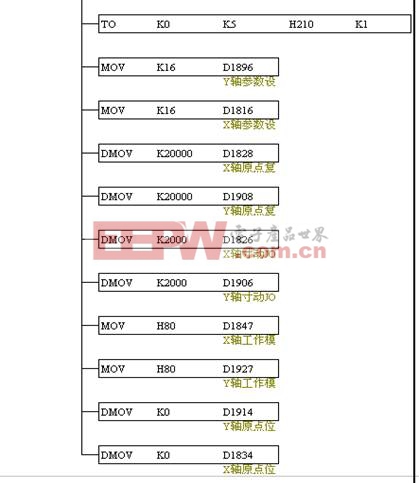
01PU是特殊模块需要用FORM/TO指令对其操作。需要注意的是FROM/TO指令比较占用扫描时间不要使用太多,一次就把需要的赋值的参数设置好,而且不要使用一直赋值指令。参考20PM编程手册和特殊模块编程手册,需要设置的基本参数有:
(1)发送脉冲的方式:脉冲加方向20PM 的X轴赋值K16给D1816,Y轴赋值K16给D189601PU 用TO指令赋值K16到CR#5;
(2)原点回归速度;
(3)寸动速度:可以小些;
(4)X/Y/Z轴工作模式:左右极限停止模式;
(5)减速度、加速度设定可以根据实际设定。
4.2 坐标定义
根据需要可以做上电自动原点回归动作,回归后坐标置0,如图3所示。

图3坐标定义
4.3 HMI 控制及显示X/Y/Z轴寸动程序
如图4所示,M5/M6控制X轴正向/反向寸动,M7/M8控制Y轴正向/反向寸动,M13/M14控制Z轴正向/反向寸动。
如图5所示,HMI只需要做6个置位按钮对应M5、M6、M7、M8、M13、M14,再做6个数字显示对应的现在位置寄存器就可以实现在HMI上控制显示X/Y/Z轴坐标位置。再做一个按钮把X/Y/Z轴的现在位置赋值给特定的寄存器,就可以用这些寄存器作为运动控制的位置坐标,实现对运动的自由编辑。

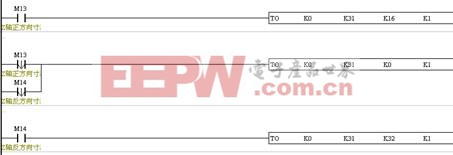
图4 寸动控制

图5 HMI变量链接

手机电池相关文章:手机电池修复
燃气报警器相关文章:燃气报警器原理




评论