多线切割中切割线振动作用研究

1 引言
本文引用地址:https://www.eepw.com.cn/article/90324.htm硅晶锭多线切割是半导体原料加工中应用最广泛的切割方法。这种切割方法的原理是由很细而且具有一定张力的金属切割线携带砂浆(由切削液与研磨剂按一定比例配制)来对半导体进行磨削加工。在工作中,砂浆的特性及作用会直接影响到大直径硅晶锭的切割质量及其精度。但在另一方面,砂浆在切割线的状态也会对切割质量及切割效率产生一定的影响。
在本文中我们主要讨论了砂浆在进入切割晶锭工作区域后的运动作用对切割晶片质量产生的影响,特别是多线切割机应用较细切割线时砂浆对切割效果的影响。通过使用高速相机记录下砂浆在切割线上的粘着状态及在切割中起到的作用,而且也描述出切割线在高速往复中会有一个低频率的振动,这种振动提高了切割线在携带砂浆进入切割区域的砂浆量。指出了这种振动效应应该被充分地重视,它会促使多线切割的工作效率得到提升。
2 实验设备及方法
2.1砂浆量及砂浆作用
图1显示出切割线上的砂浆量的测量方法。
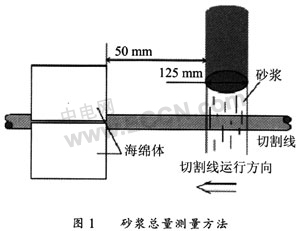
图1中,我们可测量出距工作点50 mm点处的砂浆量在砂浆总量中的比例,砂浆流到往复运动着的切割线上,当携带着砂浆的切割线通过可吸收砂浆的海绵体时,海绵体可把切割线带进的砂浆全部吸收,这样可以测出进入工作区域的砂浆量。
2.2切割方法
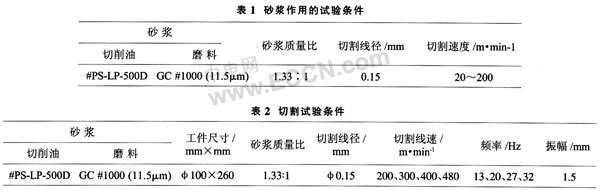
图3为是多线切割机的工作原理图,工作台采用下降工作方式,它优于向上切割方式,避免了向上切割中由于切割过程中掉片而导致的切割断线现象。砂浆被均匀地向下喷到高速往复的切割线上,由于切割线有微量的振动,会更方便地把砂浆带入切割区域。多线切割机还有一个非常显著的特征是切割线的振动频率与切割线的往复速度是正比例关系。
3 在切割线没在微量振动情况下的砂浆作用及切割特征
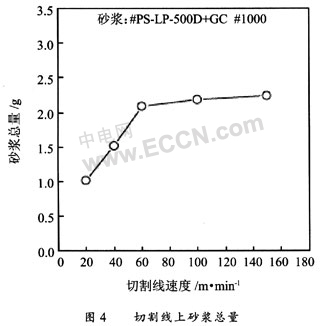
图4显示的是切割线对砂浆的携带量与切割线运行速度之间的关系。在切割线运行速度小于60 m/min时,切割线对砂浆的携带量随运行速度的提高呈线性的增长状态,当切割线运行速度大于60 m/min时,速度的提高对砂浆携带量的影响就变得很小了。
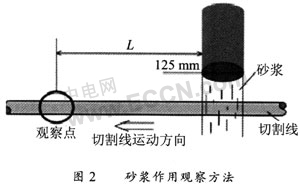
在图5(a)中显示的是在切割线运行速度等于20 m/min时,在观察点处观察到砂浆在切割线上形成一个小砂浆团,而在图5(b)中当速度等于100 m/min时,在同一观察点观察到的却是砂浆在切割线上形成了一个膜层,均匀地涂在切割线上。另一方面,在切割线下砂浆层被观察到在L=0 mm(该砂浆层定义为底部砂浆层)。该底部砂浆层是由切割线携带砂浆并按一定方向运行提供的,因此,我们认为被携带入加工区域的砂浆量的增加将产生更大的底部膜层。
两个砂浆喷嘴是准备用来增加进入加工区域砂浆量的,而且这些喷口设在线上顺着线运行的方向。线上砂浆量的测算随距离两个砂浆喷口的长度而改变。图片6显示距离两个喷口的长度和砂浆量的关系。通过使用两个喷口使线上砂浆量增加。从图中可以看,两个喷口距离过长将降低携带的砂浆量。
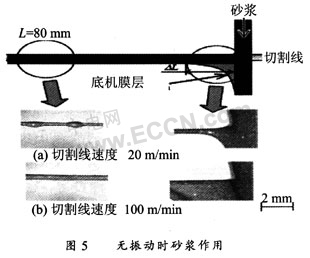
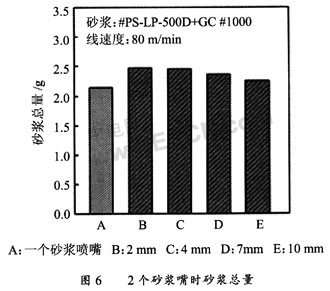
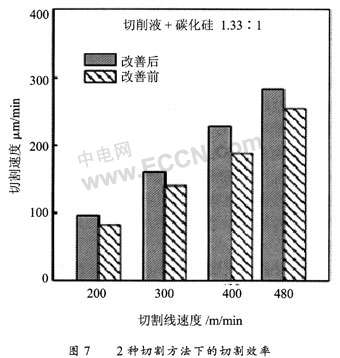
图7显示两种携带方式下切割效率的行为。很明显根据改良后的供应砂浆喷口切割效率显示达到先前供给砂浆效率的1.2倍。
4切割振动中砂浆运动和切割特点
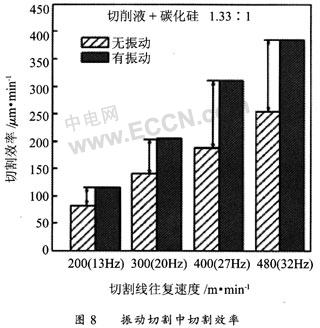
图8显示非振动切割和振动切割下的切割效率。在振动切割下切割效率大于非振动状态。当线的运行速度是200 m/min时,在非振动和振动切割效率差值显示为32μm/min,而且在切割效率差别在线运行速度为400 m/min时是123μm/min。这些差值和增加线运行速度成一定比例。其切割效果是由变更频率所致。
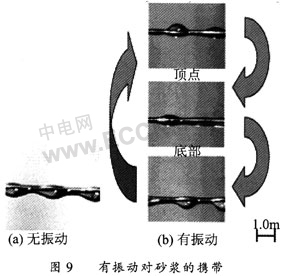
振动线上的砂浆运动由高速摄像机观察发现其明显的切割效果。图9显示观测的砂浆运动。实验条件是线运行速度60 m/min;振幅1.0 mm,频率60 Hz。当非振动状态,加工区域上被携带的砂浆悬挂在线下。但当振动时携带的砂浆则围绕线上下方向运动。当在线上的砂浆运动时,工作区域上携带的砂浆将相较非振动状态增加。
5 结论
通过研究砂浆运动和切割效率明了如下几点:
(1)当线运行方向的两个砂浆喷口被使用时,加工区域的砂浆携带量被提升,切割效率可提高10%。
(2)加工区域的砂浆携带量受线下底部膜层影响。
(3)切割线带有振动的效果是切割线携带砂浆能力得到提升并有效提高切割效率。

评论