BOPP薄膜生产线的CC-Link现场总线集散控制系统

1 引言
BOPP是Biaxial Oriented PolyPropylene (双向拉伸聚丙烯)的缩写,BOPP薄膜具有拉伸强度大,透明度高,保鲜性好、光泽明亮、彩印鲜艳、外观装饰华贵等优点,而且还具有很高的机械强度和附着力以及极好的化学性和良好的化学稳定性(与名种酸、碱、盐不发生化学反应),耐水耐热,是一种高级塑料包装材料,广泛应用于香烟、服装、食品、印刷品等、也可做粘胶带基及电容器的电介质。
BOPP薄膜生产线工作原理是:根据薄膜生产工艺要求,将挤出机及机头的各节筒体分别加热到不同的工作点,按配方通过料斗不断地注入料粒;熔融状的物料由机头挤出后,经过冷却辊冷却,形成窄而厚的薄膜厚片;薄膜厚片经过储片架整理后,被送入纵向拉伸区,根据工艺要求由慢速辊和快速辊进行2.5~5.0倍的纵向拉伸处理;横向拉伸区用于实现薄膜的第二次拉伸,即横向拉伸,该区域涉及薄膜的横拉分区加热控制、同步传动控制、破膜检测及其处理等问题,是实现有效成膜的关键之一;薄膜经过双向拉伸(即纵拉和横拉)后,被送入后处理区域进行后续工艺的处理,再经过上卷辊整理,由两台收卷辊轮换进行恒张力收卷,最终形成成品膜。
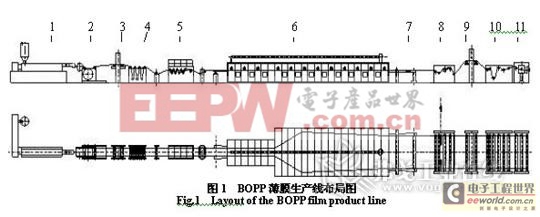
BOPP薄膜生产线全长约80米,如图1所示,其中主要包括1:挤出机及机头系统;2:冷辊装置;3:前扫描测厚装置;4:储片架;5:纵向拉伸区域;6:横向拉伸区域;7:横拉辊装置;8:后处理区域;9:后扫描测厚装置;10:上卷辊装置;11:收卷区域。
为了进一步提高控制系统的可靠性和自动化程度,便于系统功能的扩充,提出在原有生产设备的基础上采用CC-Link现场总线等技术对控制系统进行改造。建立起由PLC、分布式控制模块、工控机、单片机及智能仪表组成的集散控制系统,以实现对生产线的集散控制、工艺曲线的实时显示、关键参数的存储等,便于生产管理和提高产品质量。
2 集散控制系统结构设计
2.1 CC-Link开放式现场总线
CC-Link是Control Communication Link(控制与通信链路系统)的简称,是三菱电机于1996年推出的开放式现场总线,其数据容量大,通信速度可多级选择,最高达10Mbps。它是一个复合的、开放的、适应性强的网络系统,能够适应于较高的管理层网络到较低的传感器层网络的不同范围[1]。CC-Link是一个以设备层为主的网络,整个一层网络可由一个主站和六十四个从站组成。网络中的主站由PLC担当,从站可以是远程I/O模块、特殊功能模块、带有CPU和PLC本地站、人机界面、变频器及各种测量仪表、阀门等现场仪表设备。采用第三方厂商生产的网关还可以实现从CC-Link到ASI总线的连接。
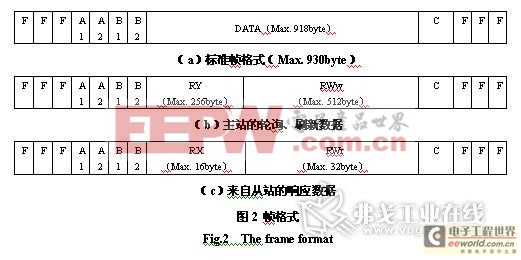
CC-Link的底层通信协议遵循RS485,一般情况下,CC-Link主要采用广播轮询的方式进行通信,CC-Link也支持主站与本地站、智能设备站之间的瞬间通信[2]。具体方式为:主站将刷新数据RY/RWw发送到所有从站,与此同时轮询从站1;从站1对来自主站的轮询作出响应RX/RWr,并将该响应同时告知其它从站;然后主站轮询从站2(此时并不发送刷新数据),从站2给出响应,并将该响应告知其它从站;依次类推,不断循环,图2所示为广播轮询时的数据传输帧格式。除了广播轮询式的循环通讯方式外,CC-Link还提供主站、本地站及智能设备站之间的信息瞬时传送功能。信息从主站传递到从站,信息数据将以150字节为单位分割,并以150字节传递。若从从站传递到主站,每批信息数据最大为34字节。瞬时传送需由专门指令来完成,但不会影响循环通讯的时间。
2.2 集散控制系统结构
考虑到BOPP薄膜的生产工艺特点及其复杂性等因素,本文设计并构造的集散控制系统结构如图3所示。在该CC-Link现场总线网上,Q02CPU是主站,QJ61BT11作为接口模块。从站有两大类:一类是远程I/O站,由AJ65BTB2-16R和AJ65SBTB1-16D远程I/O模块组成,共8个模块,每个模块占用1个逻辑从站资源,主要用于实现对各直流调速电机的起停、切换、联锁、故障等控制和检测;另一类由FX2N-32CCL和A80BDE-J61BT13远程设备模块构成,共5个模块,考虑到所要传输的信息量较大,在这里每个模块被设计成占用4个逻辑从站资源,主要用于实现与FX2N-80MR PLC和工控机的连接[3]。因此,整个CC-Link网络由一个主站和28个逻辑从站构成。
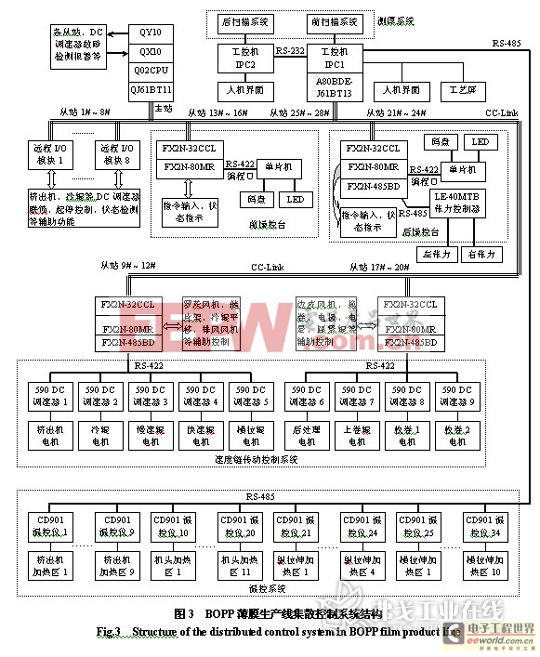
该集散控制系统除了应用CC-Link网络外,还采用了其它通讯网络方式对系统各局部区域进行控制,如RS-422、RS-485等。





评论