基于PLC控制的气动控制元件在HXFA368型条并卷联合机的应用

1 引言
随着科技的飞速发展,纺织机械设备制造业也迎来了革命性的发展,当前纺机设备的发展特点主要体现在:触摸式人机界面(HMI),可编程逻辑控制器(PLC)以及各种气动控制元件的广泛应用;目前不断提高纺机设备的自动化程度以减轻操作者的劳动强度和提高纺织厂的生产效率成为纺织机械生产厂家的一个重要的研发设计宗旨。而自动化动作的实现则普遍需要通过用PLC来控制电磁阀以及气缸等执行部件来实现。条并卷联合机是前纺中精梳准备工艺中生产效率最高的一种设备,HXFA368型条并卷联合机的自动化动作的实现需要通过压缩空气驱动气缸来实现,而压缩空气则是由PLC控制电磁阀来实现控制的。HXFA368型条并卷联合机采用了亚德客的电磁阀和气缸等气动元件来实现自动动作的执行
2 应用设计
2.1 HXFA368型条并卷联合机的气动控制系统概述
一个典型的气动系统是由方向控制阀、气动执行元件、各种气动辅助元件及气源净化元件所组成。 HXFA368型条并卷联合机选用亚德客的电磁阀、气缸、压力表以及管接头做为标准配置CONTROL ENGINEERING China版权所有,主气源进气处先通过三连件后再进入主气路,各个电磁阀用来作为相应动作单元上压缩空气通断的控制,电磁阀则由PLC控制器来实现逻辑上的控制,气缸的选用根据具体机械动作的实现来确定,气缸运动的速度根据相应的节流阀来进行调节。
2.2 HXFA368型条并卷联合机的动作流程概述
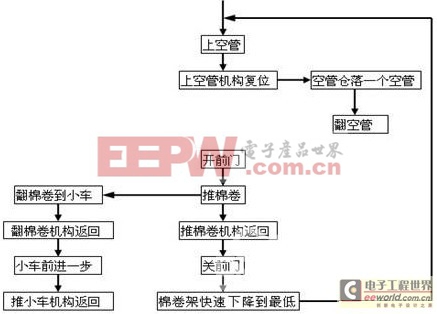
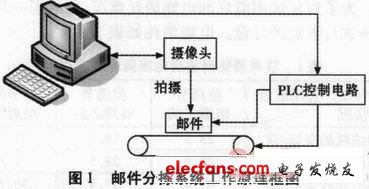
图1 HXFA368型条并卷联合机的部分动作流程图
HXFA368型条并卷联合机在当设定的棉网长度到时主电机转为低速,电磁离合器分、扯断棉网,主电机停,此时棉架快速上升,上升到位时打开夹盘CONTROL ENGINEERING China版权所有,棉架暂停在最高位,开前门,前门打开后推棉卷控制工程网版权所有,棉卷推出后推卷机构返回,推卷机构返回后关闭前门,前门关闭后棉卷架快速下降到最低位,然后再进入上空管的步骤;棉卷推出后执行翻棉卷到小车的动作,翻棉卷机构返回后小车前进一步,推小车机构返回。
HXFA368型条并卷联合机各种动作的实现均是通过气动执行元件来实现的,在气动控制系统中将压缩空气的压力能转换为机械能,驱动机构作直线往复运动、摆动和旋转运动的元件,称为气动执行元件。在条并卷联合机中是采用电磁阀来控制气缸来执行动作的,而电磁阀的动作则由PLC来控制,在本设备的控制系统中采用了中达电通有限公司的DVP60ES型PLC来控制整个系统工作;电磁阀及气缸则均选用亚德客有限公司的产品。
2.3 HXFA368型条并卷联合机的自动动作的实现
HXFA368型条并卷联合机具有机电一体化程度较高的特点,其主动力由11KW的变频电机通过变频来实现变频调速控制,各个分步动作的实现主要由电磁阀控制压缩空气驱动气缸来实现动作控制,上下空管、翻棉卷、棉卷支架上升下降、推棉卷、小车前进、前防护门开合、空管仓落空管以及送空管机构上升下降等动作都对应着相应的电磁阀和气缸,而整个动作的协调运作则有PLC控制器来实现控制功能,在此只做一个简单的概述。
2.4 控制电磁阀的PLC程序设计概述
HXFA368型条并卷联合机上的各种自动动作的实现是通过用PLC控制电磁阀来实现的,下面是一段对部分动作进行控制的步进程序。
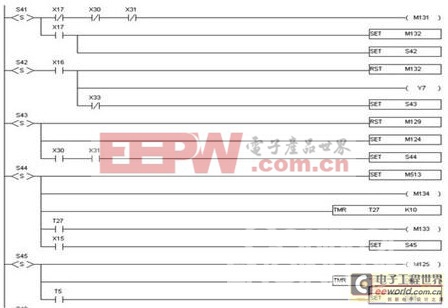
图2 步进程序
在程序中:
S41是“送空管上升”过程的控制控制工程网版权所有,X17 是送空管机构上升限位位置检测点,X30是棉卷夹盘左合到位检测点,X31是棉卷夹盘右合到位检测点,M131继电器是实现对送空管机构上升动作的过程控制,程序中第一行的指令是在S41步进程序步的控制中当送空管机构没有上升到上升限位点而且左右夹盘均没有处于闭合状态的条件下执行送空管机构上升的动作。程序中第二行的M132继电器实现对送空管机构下降的控制,第二行的指令是在S41步进程序步的控制中当送空管机构已上升到上升限位点时实现对送空管机构下降的控制。第三行程序的指令是当送空管机构已上升到上升限位点时程序进入S42步进程序段即夹盘上升1mm步进段。

评论