袋式除尘器PLC控制系统改进

1 引言
工业生产和城市生活中会产生大量的烟气粉尘,如火力发电,供热等,污染环境危害健康。
随着袋除尘技术的发展和环保要求的日益提高,袋式除尘器的应用范围越来越广泛,目前已能利用袋式除尘器来处理高温、高湿、粘结、爆炸、磨蚀性烟气,甚至过滤含有超细粉尘的空气。在袋式除尘器控制领域,plc占据主要技术地位。随着现在控制技术的不断发展,plc与触摸屏在工业控制领域的应用越来越广泛。触摸屏替代传统的控制面板和键盘的智能化操作,可用于参数的设置、数据的显示和存储、并以曲线、动画等形式描绘自动化控制过程。plc与触摸屏的配套组合使用,一方面扩展了plc的功能,使其具有图形化,交互式工作界面的独立系统,另一方面大大减少了操作柜上的开关、按钮、仪表等的使用数量,使操作更加简便。目前一些控制要求较高、参数变化多、硬件接线有变化的场合,触摸屏与plc组合起来应用的形式已经占据主导地位。
但是根据传统的除尘器plc点对点直控制形式,不仅设计及其现场布线复杂,外部信号干扰还使得系统运行不稳定,而且成本昂贵。本文组合应用西门子s7-300plc与台达a系列触摸屏,采用矩阵控制的方法来实现除尘器脉冲阀动作,通过profibus dp工业总线实现主站与分布式i/o设备交换数据,取得了优化的控制效果。
2 系统组成及主要功能
2.1 系统组成
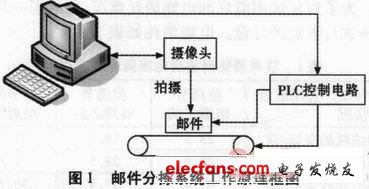
袋式除尘器的控制系统如图1所示。
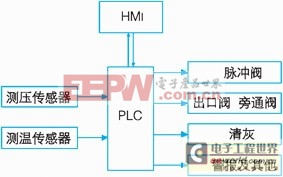
图1 系统要求
该袋式除尘系统主要由除尘器本体、卸灰系统以及其管道的温度、压力与故障报警等几部分组成。其中在除尘器本体主要完成在线差压的清灰控制,除尘器总共有6个室,每室13个脉冲电磁阀,共计78个;以及每个室1个出口控制阀,共计6个。
2.2 功能设计
(1) 清灰控制
控制方式:在线差压/定时、离线差压/定时、手动控制(调试或检测时用);脉冲间隔:1~60s连续可调;脉冲宽度:0.02~0.2s连续可调;定时清灰周期:0~99分钟连续可调;压差清灰设定范围:0~3000pa连续可调;温度设定范围:0~300℃连续可调;当除尘器到达高阻力(设定的高压差)值时,启动1#除尘室脉冲阀开始喷吹清灰,依次是4#、2#、5#、3#、6#除尘室,脉冲阀依组进行工作;至6#除尘室最后一组脉冲阀工作结束止,清灰结束;到下一个高阻力到达,按同样的方式进行清灰。
(2) 卸灰控制
高低料位:每台除尘器只在一个灰斗上设高低料位各一只用于报警(高料位提示要卸灰,低料位提示卸灰可结束)。当高、低料位时声、光报警,过一定时间不处理则自动停止除尘系统;卸灰采用控制室和现场两地;给hmi传输信号,显示系统运行状态。
(3) 温度与压力检测
系统中需要对进出口差压、进口温度、出口温度以及各个室内滤袋检漏压力的检测。
(4) 控制关系(自动方式)
烟温(指进口烟温)正常(100~165℃)时,进口、出口阀门全部打开,旁路阀门关闭;低于(100℃)或超过(165℃)设定温度时,控制系统报警;当高于(170℃)设定温度时,先打开旁路阀然后依次关闭1~6#出口阀门即可;进口阀门现场手动关闭。
3 硬件配置及软件实现
系统由德国西门子s7-300系列加上一些中间继电器组成矩阵形式对输入输入点进行检测和控制。通过台达触摸屏来设定脉冲阀动作宽度和间隔时间以及定时周期,还可以查看各室脉冲阀动作。利用plc的输出与中间继电器构成行列结构,输出控制点放在行列结构的交叉点上,这样可使得系统硬件成本比点对点输出控制要降低很多,如广西明阳6室13组在线/离线喷吹脉冲反吹布袋除尘器plc自动控制系统采用点对点控制方式则plc控制系统至少需要78个输出点,而采用由plc的输出点与中间继电器组成的矩阵式plc控制系统仅仅需要19个输出点就可以完成同样的工作。
本系统通过人机界面,系统工作在第几室第几个脉冲阀喷吹一目了然,差压指示与压力上下限报警输出一应俱全,控制系统可以与就地控制箱实现连锁控制,可以方便现场设备维修工作,如图2所示。系统运行稳定可靠,操作简单,维护方便,很大程度上减轻了操作人员的劳动强度。

评论