基于PLC控制的自动配料系统的应用

0.引言
自动配料系统是精细化工厂生产工艺过程中一道非常重要的工序,配料工序质量对整个产品的质量举足轻重。自动配料控制过程是一个多输入、多输出系统,各条配料输送生产线严格地协调控制,对料位、流量及时准确地进行监测和调节。系统由可编程控制器与电子皮带秤组成一个两级计算机控制网络,通过现场总线连接现场仪器仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。在自动配料生产工艺过程中,将主料与辅料按一定比例配合,由电子皮带秤完成对皮带输送机输送的物料进行计量。PLC主要承担对输送设备、秤量过程进行实时控制,并完成对系统故障检测、显示及报警,同时向变频器输出信号调节皮带机转速的作用。
1.自动配料系统的构成
该自动配料系统由5台电子皮带秤配料线组成,编号分别为1#、2#、3# 、4#、5#、,其中1#~4#为一组,1#为主料秤,其余三台为辅料秤。当不需要添加辅料时,5#电子秤单独工作输送主料。系统具有恒流量和配比控制两种功能。对于恒流量控制时,电子皮带秤根据皮带上物料的多少自动调节皮带速度,以达到所设定流量要求。以主秤(1#)系统工艺流程来分析,工艺流程如图1所示。
自动配料系统加电后,皮带驱动电机开始旋转,微处理机根据当前操作控制电机转速。料斗中的物料落在落料区,经皮带运送到达称重区,由电子皮带秤对皮带上的物料进行称重。称重传感器根据所受力的大小输出一个电压信号,经变送器放大,输出一个正比于物料重量的计量电平信号。该信号送至上位机的接口,经采样后并转换成一个流量信号,在上位机上显示当前流量值。同时将此流量信号送至PLC接口,与上位机设定的各种配料给定值进行比较,然后进行调节运算,其控制量送至变频器,以此来改变变频器的输出值,从而改变驱动电动机的转速。调整给定量,使之与设定值相等,完成自动配料过程。
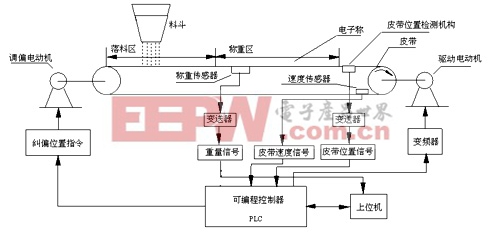
图1:系统工艺流程
流量就是一定时间内皮带上走过的物料量。电子皮带秤称量的是瞬时流量,上位机给出的是设定流量,二者在实时计量中有所偏差。在流量实际控制中采用工业控制中应用最为广泛的PID调节,根据流量偏差,利用比例、积分、微分计算出控制量进行控制,控制量输入和输出(误差)之间的关系在时域中可用公式表示如下:

公式中e(t)表示误差、控制器输入,u(t)是控制器的输出,kp为比例系数,Ti为积分时间常数,Td为微分时间常数。图2为系统流量PID闭环调节结构图。在生产过程进行自动调节时,以主料成分的流量计量为依据,根据生产工艺要求通过上位机设定出总流量及主、辅料配比参数,按配方比例掺杂其余辅料。流量计量控制是计量偏差与变频调速的结合,具有结构简单、稳定性好、工作可靠和调整方便等优点。

pid控制相关文章:pid控制原理
pid控制器相关文章:pid控制器原理
称重传感器相关文章:称重传感器原理




评论