关于铝电解电容器短路项目的研究与整改

作者 / 崔斌 格力电器(合肥)有限公司(安徽 合肥 230088)
本文引用地址:https://www.eepw.com.cn/article/201803/377632.htm崔斌(1985-),男,中级工程师,研究方向:电子元器件失效分析、可靠性研究。
摘要:电解电容短路问题一直是行业内的整改顽疾,因其本身的结构及制造工艺限制,短路问题经常存在不稳定性,在实际生产应用过程中常因该问题导致批量的封存返包,而根据分析情况,电容内部的铝箔首卷位置毛刺短路(铝箔裁切面)是常见的短路问题之一。从该位置引起电容短路的失效原理、可行性的整改方案研究以及效果评估方面等展开一系列的分析验证,提出了电容“空卷”概念,实现了对首卷位置毛刺短路的杜绝性整改。
0 引言
目前,电子市场中电阻、电容应用最为广泛,其中铝电解电容器因其容量范围大、价格低廉等特点在直流或脉动电路中作整流、滤波和音频旁路使用较为普遍,由于各厂家制造工艺及质量控制程度不同,加之使用环境、生产操作的各方面影响,导致在实际使用中的故障返修率也有一定差异,而该电容结构特点是将分别代表正、负极的铝箔与承载电解液的电解纸按其中心轴卷绕而成。宏观来看,正负极之间只有电解纸起到隔离、防短路作用,在正负铝箔表面存在毛刺、箔灰及其他不正当的操作导致的电容短路问题常有发生,本文从电容构造原理、短路失效案例找出其隐蔽性的影响因素,并提出合理的优化改进建议,可有效减少生产制造及售后维修成本,对铝电解电容器短路整改方面起到新的促进作用。

1 电解电容
1.1 电解电容器平面构造原理
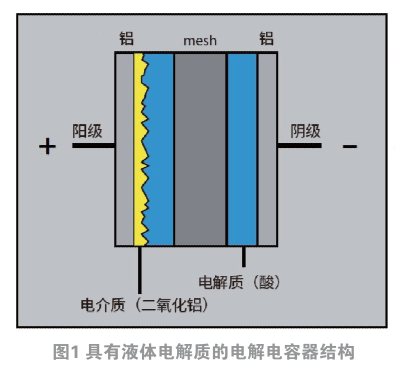
由电解纸浸渍电解液及纯铝箔组成阴极,该极板只能与电源负极(或相对另一极的电位低)连接,所以称为负极(或称阴极)。被Al2O3隔开的铝箔(如图1所示,其中间图标注为铝芯部位)构成阳极,该极板只能与电源正极(或相对阴极的电位要高)连接,所以称为正极(或称阳极)。
当没有浸渍电解液前,电介质由Al2O3、电解纸组成,正负极板间距为电解纸厚度与Al2O3之和。当浸渍电解液后,电解液相当于一个良好的导体把负极铝箔和电解纸短路连接三者共同形成负极板,同时由于电解液的流动性,并在Al2O3表面均匀分布形成良好的紧密接触,此时,正负极板的间距就是Al2O3的厚度。

1.2 铝电解电容器的实际立体结构
先用正负极导针分别与阳极箔和阴极箔铆接,然后把阳极、阴极与电解纸同步卷绕组成电容芯、电容芯经过浸渍电解液后装入铝壳、套上密封胶塞,然后对密封胶塞部位缩腰组装而成。
2 实际应用中常见故障类型
2.1 漏电大
漏电大的原因与材料和工艺有关,如选用的阳极箔氧化层有残缺;老炼不充分(制造过程损坏的氧化层通过老炼修复);电解液等材料或工艺污染氯离子和铁离子后氧化层被破坏。
2.2 损耗δ大
铆接接触不良,串联电阻大。
2.3 电容小
阳极箔容比小;铝箔面积不足(短箔);电解液泄漏芯子干沽,电介质由初始的阳极氧化层构成变为阳极氧化层和电解纸构成,从而增加了阳极和阴极间距。

2.4 温升高
在强电电容器中,额定工作电压高,工艺引入的杂质污染容易使内部发生局部瞬间击穿频繁,释放的热量过多。
2.5 正负极短路
阳极导针或阳极箔有毛刺穿透电解纸导致两极发生短路;在小体积中还因为两电极绝缘距离过小导致绝缘胶塞短路;设计电解纸宽度与铝箔宽度留边过小,在卷绕时,工艺误差导致铝箔端面与外壳短路。
2.6 爆炸故障
极性标识反或使用中极性与电源极性接反导致击穿短路发生鼓胀,严重时发生爆炸现象;也有因漏电流过大的原因。
2.7 开路故障
铝箔断。断箔原因有制造原因也有使用不当原因。制造机器有故障,使用中受到异常方向的过大外力作用都会发生块路。电解液完全干沽,容量趋于零也类似开路。
2.8 漏液故障
密封胶塞老化;密封胶塞缩腰不紧;使用中若用洗板水偏酸偏碱使胶塞老化也会漏液。
3 短路故障排查及原因锁定
铝电解电容器短路主要有以下几方面原因:正负箔卷绕错位导致接触短路、短纸/缺纸/破损、箔灰问题、铝箔毛刺问题等,下面逐一介绍其判断方法及解决方案。
3.1 铝箔错位
可通过X-ray观察内部正负铝箔卷绕对齐度,确认箔边高度是否超出电解纸,正负箔偏移量也可通过实际测量与标准比对确认(一般标准要求:正负箔位移在箔宽*0.03内为合格)。
3.2 电解纸问题
对于短纸及缺纸,解剖后可直接看出(正常情况下电解纸尺寸比铝箔要长一段),电解纸表面有空洞问题,首选需确认是铝箔铆接不良导致的电解纸刮伤缺损还是电解纸来料异常,一般电解纸的轻微破损不易造成电容的直接短路,结合箔灰问题亦是如此,主要因箔灰较为细微,而普通电解纸厚度一般为几十微米。

3.3 毛刺短路
铝箔毛刺主要存在于铝箔裁切面,由于切割刀具的磨损导致铝箔边缘平整度不够,目前行业内主要通过优化切割频次,加大清洁、巡查频次方面改善;而首卷位置的裁切端面毛刺导致刺穿电解纸使正负箔接触短路的问题经研究存在较大隐患且较为隐蔽,为之前常规短路的整改盲点,主要针对于小体积、小直径产品,其卷绕导针相对较细,导致初卷位置铝箔弧度相对较小,卷绕后在受力状态下毛刺易刺穿电解纸与另一电极造成接触短路。
对于首卷毛刺问题,经过不同供应商产品之间的结构对比,发现各厂家电容首卷位置铝箔边缘均存在一定毛刺,而毛刺控制相对较差的物料则存在更为严重的使用风险。

4 整改方案及效果评估
电解电容内部正负箔(即阳极箔、阴极箔)之间可见的固体材料为电解纸,通过机器设定后将三者卷绕在一起成为“芯子”,铝箔裁切面的毛刺主要为切箔刀片长时间使用磨损导致,且箔片越厚刀具磨损情况越严重,产生毛刺越多,该问题目前行业内普遍通过在刀具的使用寿命上规定次数进行改善,但通常在刀片未达到规定次数前切箔的产品边缘已经产生细小毛刺,仍存在产品使用过程中导致短路的隐患。
以上来讲,毛刺不可避免,主要看其影响程度,而芯子内部首卷位置的毛刺因卷绕过程中力的影响导致刺穿电解纸使正负箔短路的隐患较大,一般来说电解电容生产过程中先投入电解纸再分别投入正负铝箔,成品后铝箔之间的电解纸只有1层~1.5层,本项整改创新点为电容生产时调整机台参数使电解纸先空卷一圈(具体空卷长度根据不同规格产品的卷杆直径决定),然后再投入铝箔,达到成品后铝箔之间的电解纸2层~4层,很好的解决了因此点正负箔之间“距离”较近导致毛刺短路问题(展开后电解纸相对铝箔引伸出来的长度较长)。

5 结论
通过以上对电容首卷位置增加电解纸的整改,使正负箔之间“距离”加宽,实现正、负箔之间的直观距离由单层电解纸变为多层电解纸,从结构上改善,达到即使存在细小毛刺也不会导致毛刺刺穿短路问题。有效保证了产品生产的一致性及长期有效性,该方案在电解电容器传统生产工艺上进行创新优化,在控制箔灰的同时达到双重控制铝箔接触短路的效果,可在行业内推广,同时其杜绝性整改的思路对于其他元件的质量控制同样具有积极良好的借鉴意义。
参考文献:
[1]黄士生,杨柏峰.模拟电路基础[M].北京:中国劳动社会保障出版社,2009:4-20.
[2]王昊,李昕,郑凤冀.通用电子元器件的选用与检测[J].北京:电子工业出版社,2006.
本文来源于《电子产品世界》2018年第4期第45页,欢迎您写论文时引用,并注明出处。





评论