金刚石散热片的生成方法及在微波射频领域的应用

50多年来,采用高压高温技术(HPHT) 制造的合成金刚石广泛应用于研磨应用,充分发挥了金刚石极高硬度和极强耐磨性的特性。在过去20年中,基于化学气相沉积(CVD) 的新金刚石生成方法已投入商业化应用,这样就使得以较低成本生成单晶和多晶金刚石。这些新合成方法支持全面开发利用金刚石的光学、热学、电化、化学以及电子属性。
本文引用地址:https://www.eepw.com.cn/article/201706/347592.htm目前金刚石已广泛应用于光学和半导体行业。本文主要讨论金刚石的热学优势,介绍金刚石散热片的工作原理,简要展示金刚石生成方法, 总结金刚石的一些常见应用(包括应用方法)并以金刚石未来应用前景作为结论。首先我们来简单介绍金刚石成为室温下所有固体材料中最佳导热体的原因及原理。
金刚石导热原理
金刚石是立方晶体,由碳原子通过共价键结合形成。金刚石的许多极致属性都是形成刚性结构的sp³ 共价键强度和少量碳原子作用下的直接结果。
金 属通过自由电子传导热量,其高热传导性与高导电性相关联,相比之下,金刚石中的热量传导仅由晶格振动(即声子)完成。金刚石原子之间极强的共价键使刚性晶 格具有高振动频率,因此其德拜特征温度高达2,220°K。由于大部分应用远低于德拜温度,声子散射较小,因此以声子为媒介的热传导阻力极小。但任何晶格 缺陷都会产生声子散射,从而降低热传导性,这是所有晶体材料的固有特征。金刚石中的缺陷通常包括较重的ˡ³C同位素、氮杂质和空缺等点缺陷,堆垛层错和位 错等扩展缺陷以及晶界等2D缺陷。

图1. 独立式CVD 金刚石晶片
作为专门进行热管理的元件,天然金刚石应用在一些早期微波和激光二极管器件中。但适用天然金刚石板的可用性、尺寸及成本限制了金刚石的市场应 用。随着热学属性与IIa型天然金刚石(图1)相类似的微波辅助型CVD 多晶金刚石的出现,可用性问题得到了解决。目前,许多供应商提供一系列现成的热学等级的金刚石。由于独立式多晶金刚石采用直径达140 mm 的大型晶片(图1)生成,因此尺寸不再局限为单个器件或小型阵列,阵列尺寸可扩展至几厘米。基于以上原因,CVD 金刚石的实用性得到验证,自20世纪90年代以来已被广泛应用于各种器件之中。
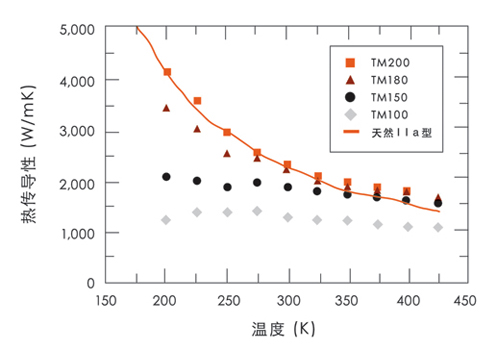
图2. 通过IIa 型天然金刚石激光闪光法所测的层面间热导率与温度对比
如图2所示,TM200(TM 表示热,200 表示热导率>2,000 Wm¯ˡK¯ˡ)室温下热导率为2,200 Wm¯ˡK¯ˡ,超过铜热导率5 倍(参见表1)。元素六提供一系列产品,因此可根据技术要求和预算订制热传导能力及成本。由于室温下热导率>1,000 Wm¯ˡ K¯ˡ,TM100超过氮化铝等陶瓷材料4到6倍。
高级产品在低于室温条件下的热性能更具优势,温度低至100°K时热导率显著提高。图2中TM180 和TM200 等级显示的性能与温度变化趋势与IIa 型天然金刚石类似。
我 们采用表征技术对不同等级的微观结构进行了详细分析。在研究范围内,TM100的传导能力对温度敏感度较低。CVD 金刚石中的晶粒尺寸随着厚度的增加而增加,对传导能力有明显的影响。对于同等晶粒大小的CVD 金刚石,TM100 和TM180 中的点缺陷密度相似,但TM100 中的错位密度比TM180 高三个数量级。此差异在声子散射中起主要作用,同时对传导能力存在显著影响。TM180 和TM200 中测得的错位密度相似,但较低温度下传导能力的微小差异可由晶粒大小以及TM200 中点缺陷密度比TM180 低5 倍进行解释。本文以下段落将探讨其它生成技术,各生成技术的晶粒大小、纯度以及错位差异显著,因此热性能也存在较大差异。
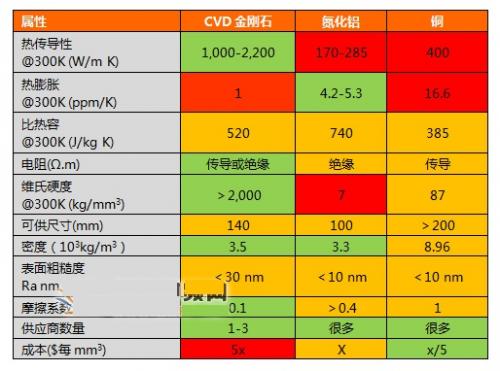
表1. 绿色= 显著优势,黄色= 中等优势,红色= 负面影响
半导体市场中电源转换器或固态射频功率放大器等领域的功率密度不断提升,使局部热管理负担越来越重。CVD金刚石同时具有高热传导性及电气绝缘等极致属性, 是解决上述问题的理想选择。我们的测量结果表明,微波辅助型CVD 金刚石层面内与层面间传导能力之比低于10%,与测量不确定度相差无几。各向同性热属性和电气绝缘是许多热学应用中散热片的重要属性。这与高取向性热解石 墨等材料形成鲜明对比,后者具有导电性并且热传导性为各向异性,如表2所示。

表2. 不同CVD 技术合成的多晶金刚石热属性比较。
金刚石生成方法
合成金刚石采用一系列不同技术制造。合成金刚石粒度、大型单晶和烧结多晶金刚石产品均采用高压高温压制技术合成。最高纯度单晶金刚石产品采用微波辅助型 CVD制成,但多晶CVD金刚石可采用不同技术制造,如表2所示,采用不同技术制造的金刚石属性存在差异。一般来说,金刚石CVD 可分为三类:微波辅助型CVD、热灯丝CVD和直流电弧或直流炬CVD。
在各种CVD中,相同点是氢气中少量的气相碳组分,气体温度超过 2,000°K 促使H2 分解为反应性极强的H× 基。热灯丝反应器沉淀直径通常高达300 mm,但沉淀面积、均匀性(如纯度等属性)及产量之间的均衡性十分关键,与整体性能同等重要。相纯度(受sp²含量降低影响)可通过两种方法控制:(1) 降低输入甲烷流量和生成速度(但会增加生成时间和成本),(2) 通过提高气体温度提高H2 分解率。微波和直流电弧喷射反应器更容易提高气体温度。采用微波辅助型CVD可实现最佳杂质含量控制,因为此方法无需阴极或灯丝,从而使微波辅助型CVD 金刚石纯度、光传输性能和热导率达到最大值。
CVD 金刚石散热应用
在热系统中集成CVD 金刚石时需要考虑的因素
要将热管理元件成功集成到器件中,必须考虑完整的热传导路径以及电气要求和热机械应力。虽然CVD 金刚石刚度极高并且热膨胀系数较小(约为1 ppm/K),是高功率传输窗口应用的理想选择,但因其与Si (2.6 ppm/K)、GaAs (5.7 ppm/K) 和GaN (3.2 – 5.6 ppm/K) 等常用半导体材料存在明显差异,这给热力设计工程师带来较大挑战。除非在设计开始时即加以考虑,否则热循环产生的应力会对器件寿命和可靠性产生不利影响。 控制这些应力的两种方法分别为复合半导体预裂[6] 和金刚石夹层;在金刚石夹层中,上层用于平衡应力。将金刚石集成到器件封装中时,理想几何结构取决于功率密度、冷却通道位置等诸多因素,但模型设计较为简单。
图.3. 金属化CVD 金刚石散热片
CVD 金刚石可通过以下三种方式广泛整合到散热解决方案中:(i) 独立单个金刚石单元通过金属化和焊接进行接合,参见图3(例如采用Ti/Pt/Au 溅射沉积金属和AuSn 共晶焊接);(ii) 预制晶片支撑多个器件,使器件生产商能够大批量处理晶片(比如金属化和贴装)。此类附加步骤完成后,这些晶片可作为单个子组件的基板。(iii) 直接采用金刚石镀膜。
激光二极管阵列
将CVD 金刚石作为激光二极管阵列与微通道冷却铜块之间的接口,器件温度上升从22°C降至16°C,如图4 所示,显著延长产品寿命。
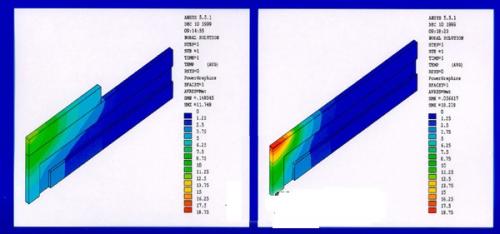
图4.器件下方配备和未配备CVD 金刚石散热片的铜微通道散热片模型。峰值温度上升从22°C(红色)降至16 °C(绿色)。
激光二极管阵列(200 μm 间隔下峰值功率密度为100 W/mm2) 简易冷却铜块上CVD 金刚石几何结构的改变,表明需要300 μm 厚3 mm 宽的金刚石,而不是薄金刚石镀膜。应注意实验结果建模比较表明金属化也是热传导路径的重要组成部分。典型金属化为Ti/Pt/Au,总厚度约为1 µm [7]。钛层是附着的关键因素,与金刚石交界处形成碳化层。金层提供低电阻连接,并作为后续焊接或引线接合的基层。铂层作为屏障,阻止铜扩散形成多余的金 属间化合物。
射频模块
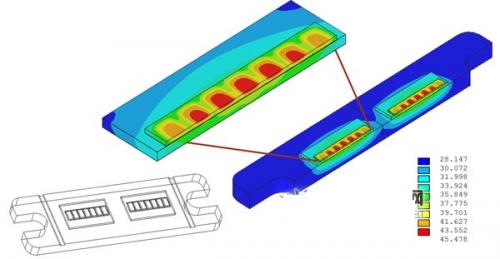
图5. (a) 在接合到CuW 法兰的BeO 散热片上集成分立式射频器件的射频封装模拟。
另一示例是由分立式射频器件组成的射频封装,这些射频器件连接到CuW法兰上安装的1 mm厚氧化铍散热片上。氧化铍有毒且热导率仅约为200 Wm¯ˡK¯ˡ。热学模型(图5)表明用300 µm 厚的TM100 CVD 金刚石替代氧化铍可使热阻下降30%。由红外摄像头采集的整个封装温度下降测量结果显示了整个器件和CuW 法兰温度下降最大值,同时也显示了金刚石层温度下降几乎可忽略。目前该产品已大批量生产,借助CVD金刚石使相同结温下输出提高40%。
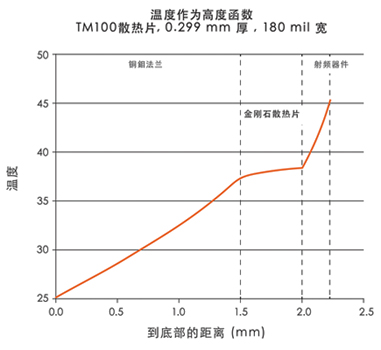
图5. (b) 使用红外摄像头采集的整个封装温度下降测量结果。
金刚石的应用前景
半导体行业采用CVD 金刚石作为散热片尚处于起步阶段。光电、功率和射频器件对卓越热管理解决方案的需求日益增长,在未来十年内将推动该工程材料的广泛采用。结合这些市场领域 的增长速度,金刚石采用率的提高将推动大量投资进入合成金刚石制造行业,此类投资将促进规模经济,使金刚石在之前无法参与竞争的半导体市场中占据一席之 地。
在未来十年中,我们可以预计半导体制造商将把金刚石作为基板集成于器件中,实现商业化。例如,GaN 与金刚石结合理论上可提供120 Wcm¯²功耗,而相比之下SiC 为40 Wcm¯²。
同时我们也预计兼有高热传导性与高击穿电压特性的CVD金刚石将作为有源半导体投入应用。最初可能主要应用于高压开关领域,但随着技术成熟,其他应用也将不断出现。


评论