PROFIBUS-DP现场总线技术在磨床改造中的应用

0 引言
本文引用地址:https://www.eepw.com.cn/article/189856.htm宝钢2050 热轧磨辊车间装备的数控轧辊磨床是1988 年从德国WALDR ICH SIEGEN公司引进的。使用至今其控制系统各部件已逐步老化, 不仅故障率高而且性能下降,已经严重影响了轧辊的磨削精度和磨削效率。为了更好地满足轧线对轧辊质量的要求, 对磨床进行了全面改造,在这次改造中使用了目前在工业控制领域使用的PROFIBUS现场总线技术,这一技术的运用使得磨床基础自动化系统更为简洁实用。
1 PROFIBUS现场总线技术简介
1.1 PROFIBUS - DP概述
PROFIBUS是近年较为流行的工业现场总线,也是目前数据传输率较快的一种现场总线,其最高传输速率可达12Mbit/s。PROFIBUS现场总线由PROFI2BUS-FMS(现场总线信息规范)、PROFIBUS-PA(过程自动化)和PROFIBUS-DP(分布式I/O)3个兼容部分组成。其中应用最广泛的是PROFIBUS-DP总线,它是一种高速的设备级网络,主要用于中央控制单元与分散的I/O之间的通信,PROFIBUS-DP现场总线不仅可以取代24VDC或4~20mA信号的传输,而且可以满*直流调速系统快速响应的时间要求。在这次2050磨床电气改造中所采用的就是 PROFIBUS-DP现场总线。
1.2 PROFIBUS - DP采用的网络协议及传输技术
PROFIBUS-DP采用的网络协议是以ISO颁布的OSI标准七层参考模型为基础,所不同的是PROFI2BUS-DP只使用了第一层(物理层)、第二层(数据链路层)和用户接口,第三到七层未加描述。用户接口规定了用户及系统以及不同设备可调用的应用功能,并详细说明了各种不同PROFIBUS-DP设备的设备行为。
RS - 485传输是PROF IBUS最常用的一种传输技术。这种技术的基本特征:
·网络拓扑: 线性总线, 两端有有源的总线终端电阻。
·传输速率: 916 k b it / s~12M bit/ s
·介质: 屏蔽双绞电缆, 也可取消屏蔽, 取决于环境条件( EMC) 。
·站点数: 每分段32 个站(不带中继) , 可多到127个站(带中继)。
·插头连接: 使用9 针D型插头。
1.3 PROFIBUS - DP的基本硬件配置
一个典型的PROFIBUS - DP 系统通常由以下三种类型的设备组成:
(1) 一级DP主站(DPM1 ) : 一级DP主站是中央控制器,它在预定的信息周期内与分散的站(如DP从站) 交换信息。典型的DPM1如PLC或PC。
(2) 二级DP主站(DPM2 ) : 二级DP主站是编程器、组态设备或操作面板,在DP系统组态操作时使用, 完成系统操作和监视目的。
(3) DP 从站: DP 从站是进行输入和输出信息采集和发送的外围设备( I/O 设备、驱动器、阀门等)。
2 改造后磨床数控系统及其组建方法
2.1 改造后磨床数控系统的结构和硬件配置
改造后磨床的数控系统采用现场总线技术, 用一根通信电缆代替了大量的I/O电缆, 用数字化的通信代替了4~20mA /24VDC 信号, 用于实现对现场设备的控制和监测。其数控系统的组成结构如图1所示。
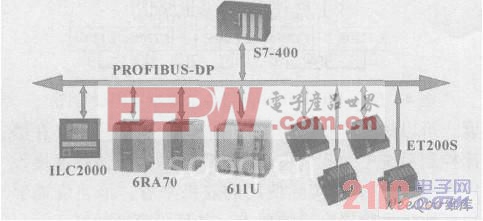
图1 基于PROF IBUS - DP的磨床数控系统结构图





评论