基于PLC和AGC系统在铝箔板厚度控制中的应用

摘要:为实现铝箔板厚度的精确控制,采用了西门子S7-400PLC为核心的AGC系统,同时把模糊PID控制原理应用于某铝厂的铝箔板厚度控制系统,获得了理想的效果。详细阐述了AGC的工作原理、系统硬件和软件设计。实践表明,系统的轧制精度得到有效的提高,性能指标满足了生产的需要。
关键词:PLC应用;AGC系统;模糊PID控制;控制精度
目前,铝箔产品竞争日趋激烈,市场对铝箔的种类、质量、精度的要求也越来越高,特别是对于厚度仅为几十微米的铝箔产品。为了能在市场中立于不败之地,必须对铝箔的生产过程进行技术革新或改造。现阶段轧铝箔行业的自动厚度控制(Automatic Gauge Control,AGC)系统,大多数是依靠工业PC进行控制,由于工业PC的稳定性和实时性不如PLC,所以本文针对冷轧铝箔生产过程,采取增设液压控制系统和以PLC为核心的AGC系统,实现了控制系统模块化、网络化的同时,也大幅度地提高了铝箔冷轧机系统的控制精度。
1 AGC系统的组合控制
AGC控制的目的是将轧机出口的铝箔厚度尽可能地控制在要求的目标值范围之内。因此,为获得良好的控制精度,AGC系统设置了多种控制器和补偿环节,这些控制器和补偿环节分别由不同的测量仪表和传感器组成。AGC控制的输出值,始终作为补偿值施加到冷压机系统的液压压下伺服机构内环控制器之中。现阶段的铝箔生产过程中,为了获得厚度更加精确的铝箔,尽量减少坯料波动、轧制速度不稳定等因素对铝箔厚度带来的误差,AGC系统利用组合控制的方法使铝箔厚度误差处于可以控制的范围之内。
组合控制的具体过程如图1所示,通过PI调节器的增益参数来实现对辊缝、液压伺服缸的位置以及压力的控制,确保了铝箔厚度误差值处于允许范围之内。一次PI调节起到了反馈控制的作用,控制器在一定的调节范围内对铝箔厚度作初步的PI调节;假如铝箔厚度没有达到期望的精度要求,AGC系统将会自动对铝箔厚度进行二次PI调节,二次PI调节是基于一次PI调节的溢出部分(处于盲区位置)作为误差信号进行的。

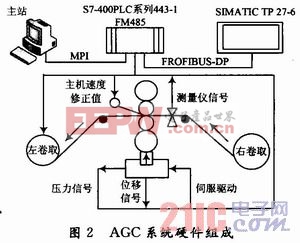
2 AGC系统的硬件组成
如图2所示,采用西门子S7-400系列PLC作为AGC系统的核心控制单元。利用FM485功能模板提高了AGC系统实时性的同时,也与分散的ET2 00通讯模块组成FROFIBUS-DP网络,进而减少了主站与测量点的接线。人机界面采用西门子公司生产TP27-6触摸屏,使用S7-400系列的443-1CPU完成主站与人机界面计算机的通信。位移信号的测量采用德国生产的MTS绝对值传感器,左/右卷机的转速测量选用增量编码器,利用FM485功能模板上的绝对值和增量编码器模块读取位移和转速值。相对于液压压下伺服机构的位置内环控制(APC)而言,AGC是铝箔厚度的外环控制,其输出信号主要是用来修正位置内环的辊缝设定值,通过液压伺服驱动,使轧辊快速动作,以达到迅速消除厚度误差的目的。
参与控制的信号有模拟量和开关量。模拟量信号可以使AGC系统的响应速度加快,进而提高了对于铝箔的精度要求(μm级),模拟输入信号主要由传感器采集的位移、压力、速度值和测厚仪所测的厚度值组成,模拟输出信号由速度调节量和液压机伺服的调节量组成。设置开关量信号,主要是方便操作人员通过这些开关和按钮控制轧制铝箔的过程,开关输入量有测厚仪的状态信号和触摸屏的控制信号,输出则包括对测厚仪的控制以及与系统其他部分的通讯信号等。










评论